数控机床编程高级技巧:进阶之路全解析
发布时间: 2024-11-29 23:32:33 阅读量: 7 订阅数: 6 
参考资源链接:[宝元数控系统操作与编程手册](https://wenku.csdn.net/doc/52g0s1dmof?spm=1055.2635.3001.10343)
# 1. 数控机床编程概述
数控机床编程是制造业中的核心技术之一,它允许我们通过精确的代码指令控制机床的加工过程。本章将简要介绍数控编程的相关概念和基础知识,为深入学习后续章节打下坚实的基础。
## 1.1 数控编程的含义与重要性
数控编程是将加工指令、参数、刀具路径等信息通过代码形式输入给数控机床,使其自动完成复杂形状零件的加工任务。它极大地提高了加工效率和精度,减少人工干预,是现代精密制造业不可或缺的一部分。
## 1.2 数控机床的种类及其应用领域
数控机床根据功能和结构的不同可分为多种类型,如车床、铣床、钻床等。它们广泛应用于汽车、航空航天、精密仪器等领域,能够在各种材料上进行精细加工。
## 1.3 数控编程的基本步骤
数控编程通常包括如下步骤:设计零件图纸、选择合适的加工参数、编写数控代码、代码验证、加工前的模拟以及最终的实际加工过程。正确的编程是保证加工质量的关键。
通过上述内容的简述,我们已为进入数控机床编程的更深层次的知识探索做了准备。第二章将详细介绍数控编程的理论基础,为理解更复杂的编程技术奠定基础。
# 2. ```
# 第二章:数控编程的理论基础
## 2.1 数控编程的基本概念
### 2.1.1 数控机床的工作原理
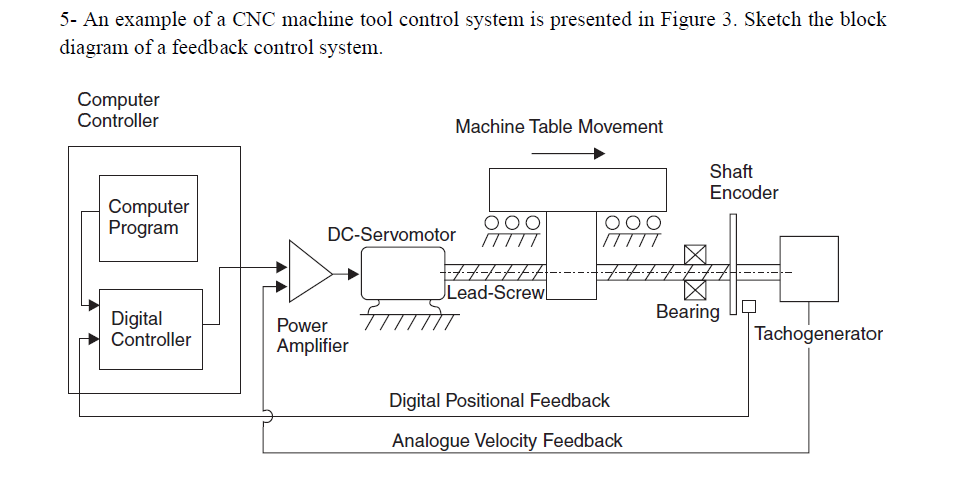
数控机床的工作原理基于计算机程序的指令,这些指令定义了工件的加工过程和路径。它依赖于一系列预设的参数,如速度、位置、切割深度等,来自动控制机床的运动和操作。
#### 数控机床组成
数控机床主要由以下几个部分组成:
- **数控系统:** 核心控制单元,负责解释代码指令并驱动机床动作。
- **伺服电机和驱动器:** 用于精确控制机床各轴的移动。
- **测量反馈系统:** 实时监控并调整机床的动作,确保加工精度。
- **输入输出设备:** 如键盘、显示器、手轮等,用于操作员输入指令和监测状态。
#### 工作流程
1. **编程阶段:** 使用专用编程语言(如G代码)来编写加工程序。
2. **程序加载:** 将编写的程序通过输入设备或网络传输到数控系统中。
3. **加工前准备:** 调整机床设置,包括刀具选择、工件装夹和原点设置。
4. **加工执行:** 启动数控系统,机床自动根据程序指令进行加工。
5. **质量检测:** 完成加工后,对工件进行检测以确保加工精度和质量。
### 2.1.2 数控编程的常用语言和代码
数控编程中使用的语言主要是G代码(几何代码)和M代码(辅助功能代码)。G代码用于指定机床的运动路径,而M代码则用于控制机床的辅助功能,比如换刀、冷却液开关等。
#### G代码
G代码是控制机床运动的指令集,举几个例子:
- **G00:** 快速定位,用于不加工的快速移动。
- **G01:** 直线插补,用于直线切削运动。
- **G02和G03:** 分别为顺时针和逆时针圆弧插补,用于弧形加工。
#### M代码
M代码用于控制机床的非运动部分,例如:
- **M03:** 主轴正转(顺时针旋转)。
- **M05:** 主轴停止转动。
- **M08:** 开启冷却液。
#### 编程实例
```
%
O1000
T01 M06 ; 选择刀具1并进行换刀
G21 ; 设置单位为毫米
G00 X0 Y0 Z5.0 ; 快速移动到起始点上方5mm处
G01 Z-5.0 F100 ; 以100mm/min的进给率下刀到-5mm深
X50.0 Y25.0 ; 线性切削至X50.0 Y25.0
G00 Z5.0 ; 快速提升刀具至安全高度
M05 ; 停止主轴
M30 ; 程序结束
%
```
## 2.2 数控机床的坐标系统
### 2.2.1 直角坐标系与极坐标系的区别
数控机床的坐标系统有两种主要类型:直角坐标系和极坐标系。
#### 直角坐标系
直角坐标系,也称为笛卡尔坐标系,是数控编程中最常用的一种坐标系。它使用X、Y、Z轴来表示三维空间的任意一点,各轴之间呈90度角,适合描述直线和直角平面。
#### 极坐标系
极坐标系是一种由距离和角度定义的坐标系统。它使用一个角度和一个距离来描述平面上的位置。在数控编程中,极坐标系主要应用于圆弧插补,其中角度表示圆弧方向,距离表示圆弧半径。
### 2.2.2 工件坐标系和机床坐标系的设定
在数控机床编程中,工件坐标系和机床坐标系的设定至关重要。这两者都使用直角坐标系,但是它们的原点位置不同。
#### 工件坐标系(G54-G59)
工件坐标系用于定义与工件相关的坐标。在加工开始前,操作员需要将机床的工具或探针移动到工件上的一个已知点,来设定工件坐标系的原点。
- **示例:** G54 X0 Y0 Z0; 设定工件坐标系G54的原点。
#### 机床坐标系
机床坐标系(也叫机械坐标系)是固定的,它与机床的物理结构相绑定。机床坐标系的原点通常位于机床的某个特定位置,例如某个轴的极限位置或换刀位置。
- **示例:** G53 X0 Y0 Z0; 将工具移动到机床坐标系的原点。
## 2.3 数控编程中的刀具选择和路径规划
### 2.3.1 刀具类型及选择依据
数控机床使用多种类型的刀具来完成不同的加工任务。选择合适的刀具对于确保加工质量和提高加工效率至关重要。
#### 常用刀具类型
- **端铣刀:** 用于平面铣削和侧铣。
- **钻头:** 用于钻孔和攻丝。
- **丝锥:** 用于切削内螺纹。
- **刀片:** 用于车削和外螺纹加工。
#### 刀具选择依据
选择刀具时应考虑以下因素:
- **加工材料:** 不同材料对刀具材料和形状有不同的要求。
- **加工方式:** 铣削、车削、钻孔等不同加工方式需要不同类型的刀具。
- **加工精度:** 高精度加工可能需要更精细的刀具。
- **成本:** 刀具成本是影响整体成本的因素之一。
### 2.3.2 加工路径和切削参数的优化
优化加工路径和切削参数不仅可以减少加工时间,还能提高加工精度和表面质量。
#### 加工路径优化
- **减少空行程:** 尽量减少刀具在非切削状态下的移动。
- **连续路径:** 采用最短路径连接各个加工点,减少加工时间。
- **避免干涉:** 确保刀具路径不会导致碰撞或干涉。
#### 切削参数优化
- **进给率:** 根据材料硬度和刀具类型选择合适的进给速度。
- **切削速度:** 计算最佳切削速度以保证刀具寿命。
- **切深和进给量:** 确定合适的切深和每次进给量,以避免刀具和机床负荷过大。
```
// 示例代码块:优化后的加工路径代码
O2000 (优化加工路径程序)
G21 ; 设置单位为毫米
G17 ; 选择XY平面
G90 ; 绝对编程
T01 M06 ; 选择刀具1并换刀
G00 X0 Y0 Z5.0 ; 快速定位至起始点
G01 Z-5.0 F100 ; 线性插补下刀至-5mm
G02 X50.0 Y25.0 I25.0 J0 ; 顺时针圆弧插补
G01 Y75.0 ; 直线加工至Y75.0
G03 X100.0 Y100.0 I0 J25.0 ; 逆时针圆弧插补
G00 Z5.0 ; 快速提刀至安全高度
M05 ; 主轴停止
M30 ; 程序结束
%
```
在上述代码中,通过选择合适的刀具,优化加工路径,以及设置合适的切削参数,不仅提高了加工的效率和质量,同时也减少了加工过程中的损耗,延长了刀具的使用寿命。通过这样的方法,我们可以看到数控编程在提高生产效率和加工精度方面的巨大潜力。
```
# 3. 数控编程实践技巧
## 3.1 高级编程技术
高级编程技术是数控编程中实现复杂加工任务的关键。本小节将着重介绍子程序和宏程序的应用以及多轴联动和高级轮廓加工技术。
### 3.1.1 子程序和宏程序的应用
在数控编程中,子程序是一系列的指令序列,它们可以从主程序中被调用多次以执行重复的任务。使用子程序可以提高程序的模块化和可读性。宏程序则允许编程者创建具有变量的程序,这些变量可以通过参数传递,使程序更加灵活和可重用。
#### 案例分析与代码实践
假设我们需要在工件上钻一系列孔,这些孔的位置、直径和深度可能不同。我们可以创建一个钻孔的子程序,并将其作为宏程序,其中孔的位置、直径和深度作为参数。
```gcode
O1000; (主程序开始)
G21; (设置单位为毫米)
#100=10.0; (设置孔的直径为10.0mm)
#101=20.0; (设置孔的深度为20.0mm)
#102=5.0; (设置第一个孔的X位置为5.0mm)
#103=5.0; (设置第一个孔的Y位置为5.0mm)
(
```

 百万级
高质量VIP文章无限畅学
百万级
高质量VIP文章无限畅学
 千万级
优质资源任意下载
千万级
优质资源任意下载
 C知道
免费提问 ( 生成式Al产品 )
C知道
免费提问 ( 生成式Al产品 )
0
0
相关推荐

专栏简介
《宝元数控使用说明》专栏为数控机床操作员和维护人员提供全面的指导。从故障诊断到性能调优,从系统升级到编程效率提升,该专栏涵盖了数控机床使用和维护的各个方面。专栏中的文章提供了详细的步骤、案例分析和专家技巧,帮助读者掌握数控机床的复杂技术。此外,该专栏还包括模具制造应用、紧急停机恢复和编程高级技巧等主题,为读者提供全面而实用的知识,以充分利用数控机床的潜力。
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )
最新推荐
Kraken框架自定义指令与过滤器:提升开发效率的扩展功能(自定义指令与过滤器)

参考资源链接:[KRAKEN程序详解:简正波声场计算与应用](https://wenku.csdn.net/doc/6412b724be7fbd1778d493e3?spm=1055.2635.3001.10343)
# 1. Kraken框架简介与自定义指令与过滤器的概念
## 1.1 Kraken框架简介
Kraken 是一个基于 Node.js 的高效 Web 开发框架,它以灵活和
系统监控与日志分析:ICC平台性能指标实时跟踪
参考资源链接:[大华ICC平台V1.2.0使用手册:智能物联管理](https://wenku.csdn.net/doc/5b2ai5kr8o?spm=1055.2635.3001.10343)
# 1. ICC平台性能监控概述
ICC平台作为一款先进的监控解决方案,其性能监控是确保系统稳定运行和优化用户体验的关键。性能监控通常需要从多个维度进行,包括但不限于系统资源使用、网络响应时间、应用性能状态等。在这一章节中,我们将首先概述性能
Abaqus高级模拟:重力载荷在冲击载荷仿真中的动态响应
参考资源链接:[Abaqus CAE教程:施加重力载荷步骤详解](https://wenku.csdn.net/doc/2rn8c98egs?spm=1055.2635.3001.10343)
# 1. Abaqus基础与仿真概览
## 简介
在这一章节中,我们将对Abaqus这一著名的有限元分析(FEA)软件进行基础性介绍,并概括其在工程仿真领域的应用概览。Abaqus软件以其强
【数据管理高效策略】:Star CCM+场函数命令规则在大规模数据处理中的角色
参考资源链接:[STAR-CCM+场函数详解与自定义实例](https://wenku.csdn.net/doc/758tv4p6go?spm=1055.2635.3001.10343)
# 1. 数据管理与高效策略概述
数据管理是确保
数控机床编程高级技巧:进阶之路全解析

参考资源链接:[宝元数控系统操作与编程手册](https://wenku.csdn.net/doc/52g0s1dmof?spm=1055.2635.3001.10343)
# 1. 数控机床编程概述
数控机床编程是制造业中的核心技术之一,它允许我们通过精确的代码指令控制机床的加工过程。本章将简要介绍数控编程的相关概念和基础知识,为深入学习后续章节打下坚实的基础。
## 1.1 数控编程的含义与重要性
模拟电路中的555定时器:1Hz脉冲生成与应用全解析
参考资源链接:[使用555定时器创建1Hz脉冲方波发生器](https://wenku.csdn.net/doc/6401ad28cce7214c316ee808?spm=1055.2635.3001.10343)
# 1. 555定时器基础知识
## 1.1 555定时器的起源与应用
555定时器是一种广泛应用的模拟集成电路,最初由Signetics公司于1970年代推出,因其功能多样、可靠性高、成本低廉而成为电子爱好者和专业工程师的常用部件。它可以通过简单的外部连接,实现定时、延时、振荡等多种功能,广泛应用于工业控制、家用电器、玩具、汽车电子和各类实验电路中。
## 1.2 555定
惠普Smart Tank 510打印机:如何选择最佳耗材以降低成本

参考资源链接:[HP Smart Tank 510 打印机全面指南](https://wenku.csdn.net/doc/pkku1wvj9h?spm=1055.2635.3001.10343)
# 1. 理解惠普Smart Tank 510打印机及其耗材需求
惠普Smart Tank 510是一款
PPT VBA点名程序调试艺术:专家手把手解决常见难题
参考资源链接:[PPT VBA 课堂点名随机程序](https://wenku.csdn.net/doc/6412b708be7fbd1778d48d9d?spm=1055.2635.3001.10343)
# 1. PPT VBA点名程序的理论基础
在开始制作PPT VBA点名程序之前,理解其理论基础是至关重要的。VBA(Visual Basic for Applications)是一种编程语言,允许用户通过宏来自动化和自定义各种Office应用程序。点名程序作为一种应用,其核心在于通过VBA来控制PPT的界面和行为,实现随机或顺序点名的功能。
首先,要熟悉VBA的基本编程概念,如变量、
Ubuntu 20.04显卡驱动兼容性测试:理论与实践的完美结合
参考资源链接:[Ubuntu20.04 NVIDIA 显卡驱动与 CUDA、cudnn 安装指南](https://wenku.csdn.net/doc/3n29mzafk8?spm=1055.2635.3001.10343)
# 1. Ubuntu 20.04显卡驱动概述
## 显卡驱动的重要性
在U
GreenHills编译器预编译头文件:构建速度的秘密武器揭秘

参考资源链接:[GreenHills 2017.7 编译器使用手册](https://wenku.csdn.net/doc/6412b714be7fbd1778
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


专栏目录

文章持续更新中,敬请期待~
最低0.47元/天 解锁专栏
买1年送1年
百万级
高质量VIP文章无限畅学
千万级
优质资源任意下载
C知道
免费提问 ( 生成式Al产品 )