XX集团智能工厂全面解决方案:从规划到执行
版权申诉
182 浏览量
更新于2024-06-27
收藏 6.41MB PPTX 举报
"XX集团的智能工厂整体解决方案涵盖了从整体规划到具体实施的各个层面,旨在打造一个高效、精准和自动化的制造环境。方案详细介绍了车间、仓库、质量管理和SAP集成等方面的策略,强调了数据采集、追溯以及防错机制的重要性。通过运用各种信息技术和自动化设备,如MES、WMS、SPC、ANDON、AVI等,实现生产过程的透明化、高效化和智能化。此外,方案还关注原辅料库和成品库的管控,确保库存管理的合规性、质量和FIFO原则。通过与ERP、MES等系统的集成,实现了从计划到执行的全面协调,以提高生产效率和产品质量。"
智能工厂的整体规划包括从计划层(采购计划、物料需求、销售计划、生产计划、委外计划)到执行层(MES、高级排程、工单管理、作业任务等)再到控制层(设备管理、物料拉动、质量控制等)和自动化层(WMS、自动拣货、先进先出等)的完整架构。在这一过程中,智能工厂利用SPC模型进行质量监控和分析,推动品质改善,并通过数据采集和追溯管理实现问题的快速响应和解决。
车间解决方案中,智能工厂运用了ANDON系统进行实时问题报告,通过PMC优化生产计划,AVI(Automatic Vehicle Identification)用于自动化物料运输,而RC(Robot Control)和DCS(Distributed Control System)则提升了设备控制的精度。此外,PLC、PC、打印机、扫描枪、RFID、触摸屏和数据采集终端等硬件设备的集成,确保了信息流的顺畅。
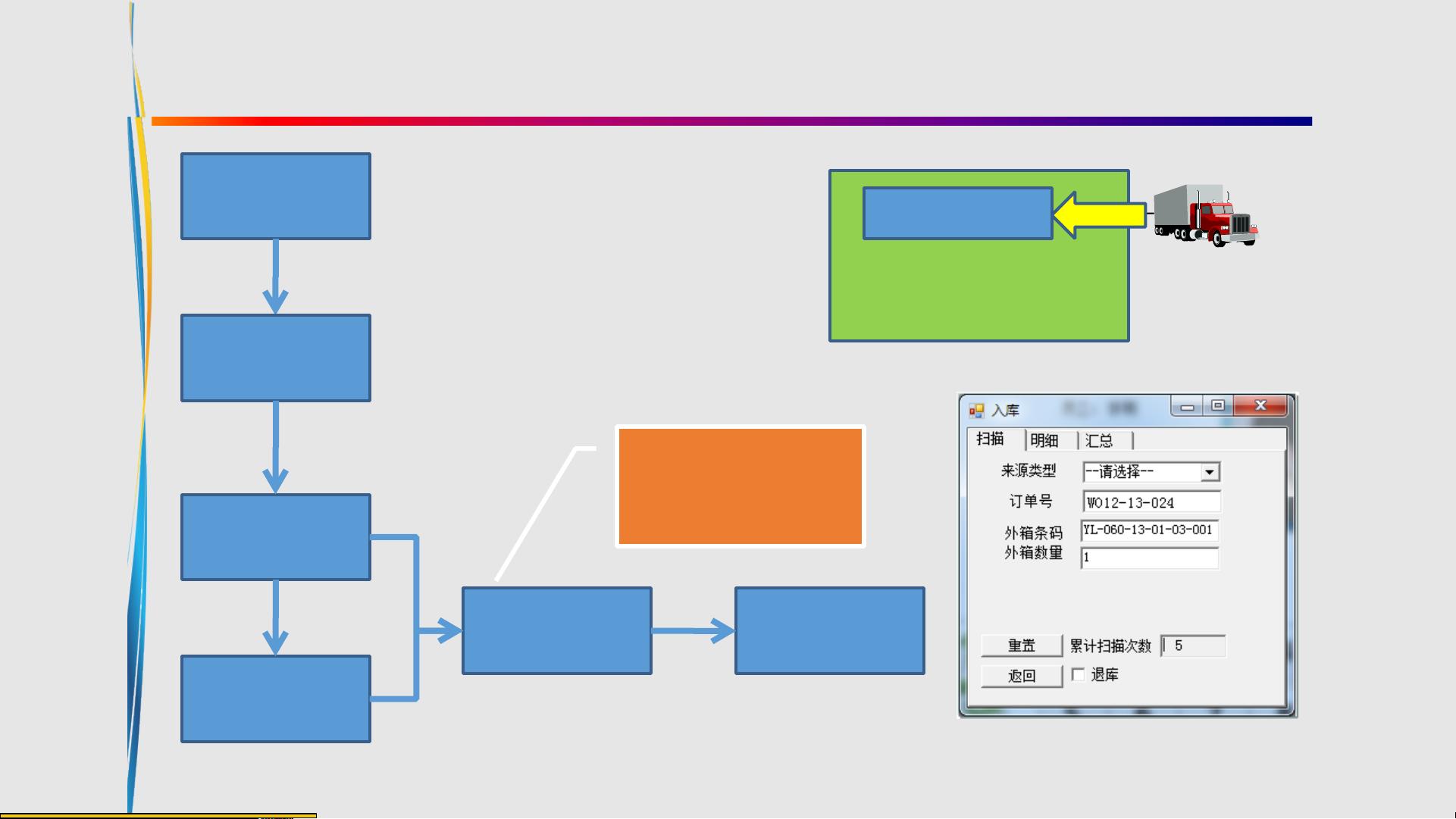
仓库解决方案中,智能工厂采用了严格的收货流程,基于PO的收货验证、IQC检验和条码防错技术,确保了物料的正确性和追溯性。同时,通过FIFO(First In First Out)原则管理库存,并利用WMS系统进行自动拣货和出库,确保了物流效率。
质量解决方案通过SPC分析和品质追溯,实现对生产过程的持续监控和优化。通过上料防错、流程管控和防错防呆措施,降低了不良品率。维修返工和测试程序的建立,保证了产品的最终质量。
与SAP集成方案使得企业资源规划与生产活动无缝对接,提高了决策效率和数据准确性。整个智能工厂解决方案旨在构建一个高度集成、自动化且具有深度数据采集和追溯能力的现代化工厂,以应对制造业面临的挑战并提升竞争力。
2022-07-01 上传
2021-04-29 上传
2023-09-06 上传
2023-12-31 上传
2021-07-29 上传

是空空呀
- 粉丝: 189
- 资源: 3万+
 我的内容管理
展开
我的内容管理
展开







最新资源
- SSM动力电池数据管理系统源码及数据库详解
- R语言桑基图绘制与SCI图输入文件代码分析
- Linux下Sakagari Hurricane翻译工作:cpktools的使用教程
- prettybench: 让 Go 基准测试结果更易读
- Python官方文档查询库,提升开发效率与时间节约
- 基于Django的Python就业系统毕设源码
- 高并发下的SpringBoot与Nginx+Redis会话共享解决方案
- 构建问答游戏:Node.js与Express.js实战教程
- MATLAB在旅行商问题中的应用与优化方法研究
- OMAPL138 DSP平台UPP接口编程实践
- 杰克逊维尔非营利地基工程的VMS项目介绍
- 宠物猫企业网站模板PHP源码下载
- 52简易计算器源码解析与下载指南
- 探索Node.js v6.2.1 - 事件驱动的高性能Web服务器环境
- 找回WinSCP密码的神器:winscppasswd工具介绍
- xctools:解析Xcode命令行工具输出的Ruby库
