
基于基于DSP 的称重控制器设计的称重控制器设计
摘要:针对玻璃配料过程的特点,设计了一种新型称重控制器。控制器采用了数字信号处理器(DSP)TMS320F2812
作为控制,利用DSP 运算能力强、片内功能丰富的特点,简化了电路设计,提高了称重检测精度。该控制器结构简
单,运算速度快,控制精度高,具有开发应用价值。 1 引言 在玻璃行业中, 通过电振机或绞龙电机供料是
技术成熟并被广泛采用的方法, 其优点是结构简单控制方便。在此基础上设计的称重控制器大多以传统单片机为。
相对传统单片机, 数字信号处理器在实时性,高速运算等方面的优势巨大,将逐步成为工业控制的主流选择。本设
计针对玻璃配料过程中存在的称重精度不高, 自动化程度不高等问题,
摘要:针对玻璃配料过程的特点,设计了一种新型称重控制器。控制器采用了数字信号处理器(DSP)TMS320F2812 作为控
制,利用DSP 运算能力强、片内功能丰富的特点,简化了电路设计,提高了称重检测精度。该控制器结构简单,运算速度快,控制
精度高,具有开发应用价值。
1 引言引言
在玻璃行业中, 通过电振机或绞龙电机供料是技术成熟并被广泛采用的方法, 其优点是结构简单控制方便。在此基础上设计
的称重控制器大多以传统单片机为。相对传统单片机, 数字信号处理器在实时性,高速运算等方面的优势巨大,将逐步成为工业控
制的主流选择。本设计针对玻璃配料过程中存在的称重精度不高, 自动化程度不高等问题, 采用了高性能数字信号处理器
TMS320F2812(F2812)作为器件。控制器在设计了友好人机界面的基础上,专门设计了与F2812内置模数转换器相匹配的放大电
路,并在A/D 采样过程中加入了采样校准的方法,保证采样数据更加准确;采取数字滤波方法处理采样数据,滤除采样数据中的干
扰。
2 配料系统工作流程配料系统工作流程
玻璃配料系统一般包括称重控制器、备料斗、计量斗和相关动力装置。备料斗用来存储一定量的待测物料, 备料斗下方的出料
口由电振机的驱动, 通过改变电振机的振动速度可以改变备料斗的出料的速度。备料斗下方是计量斗,它是一个放置在称重传感器
上的悬浮容器,控制器通过解读传感器的数据得到计量斗内的物料质量。
当开始称重过程时, 称重控制器发出控制信号, 备料斗开始快速下料, 物料进入计量斗后, 由计量斗下方的传感器测得重量
信号, 信号经处理还原为物料的重量。控制器自动比较当前的物料重量与目标重量的偏差,当偏差值E 缩小到一定范围时(如
10%,即达到目标重量的90%),发出信号并驱动备料斗进行慢速下料,使测得的重量值变化减缓,有利于控制。每当控制器发出停
止加料信号时,会有一定量的物料刚刚脱离电振机出口正在下落(即“飞料”),使终称得的物料重量要大于系统判定的目标重量。一般
采取的解决办法是在达到目标值之前提前停止加料, 等待“飞料”落下, 待检测值稳定后,控制器再进行偏差值的判断并进行下一步
的控制(即点动加料模式), 直至重量达到目标值。然后控制器发出信号, 打开计量斗排出称重完毕的物料,完成称重控制过程。结
合以上工作过程控制器设计如下。
3 控制器硬件实现控制器硬件实现
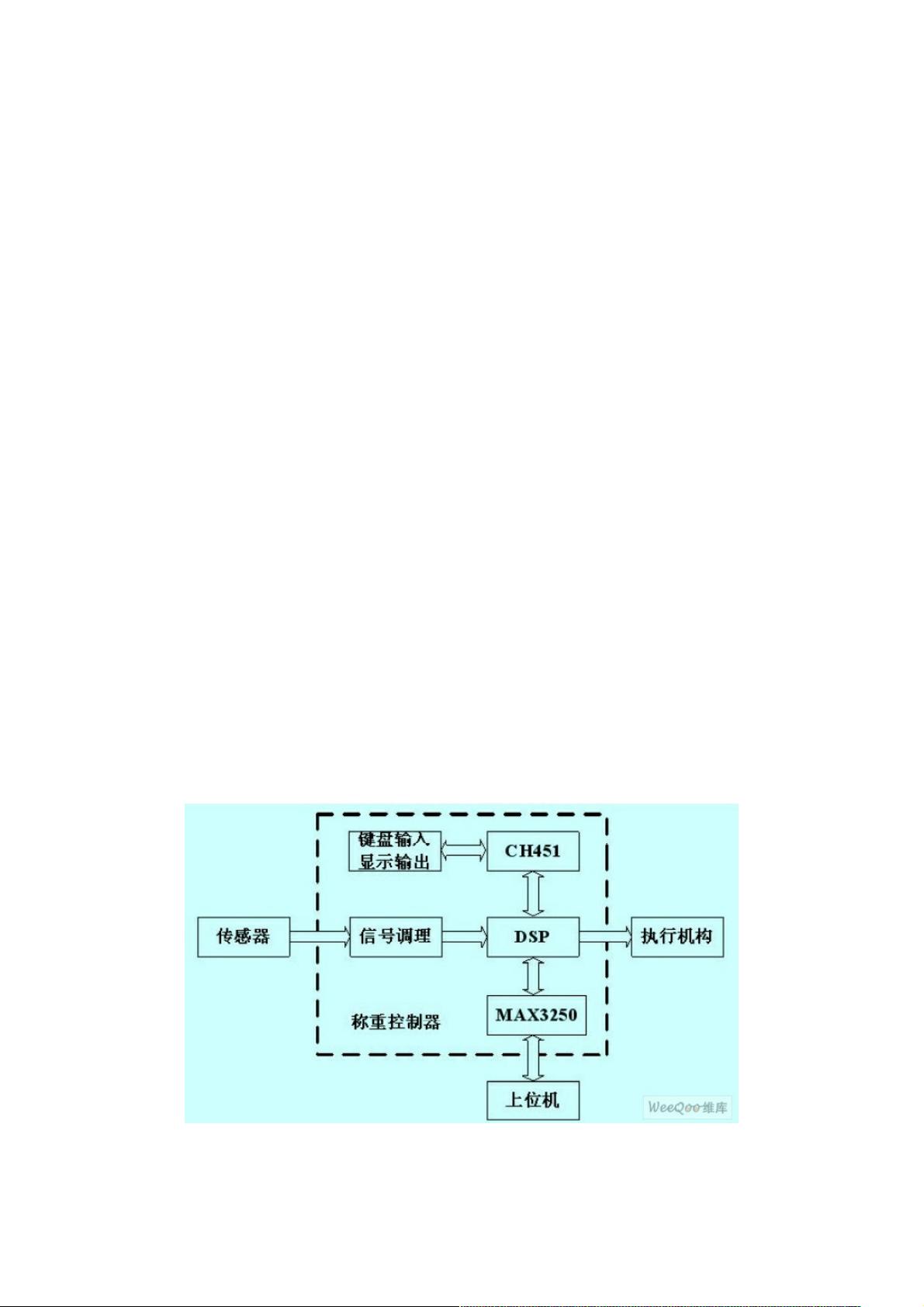
控制器硬件框图由图1 给出, 主要由F2812、信号调理电路、显示/ 键盘模块、串口通信模块组成。F2812作为一款32 位的数
字信号处理器, 采用哈佛总线结构,计算能力强,运行速度达到150MIPS,能够处理包括称重控制和软件滤波等多种算法;内部包
括128KB 的闪存(FLASH)和128KB 的只读存贮器(ROM),存储空间大可满足大部分程序设计要求;支持45 个外围中断, 响应迅速,
方便子程序的快速调用;片上集成了12 位A/D转换器,能够快速地进行模数转换,在系统设计时不必增加额外的硬件;具有两个串行
通信接口(SCI)以及一个串行外围接口(SPI),可简化通讯接口设计,使系统紧凑。
图1 系统硬件框图。
3.1 信号调理电路信号调理电路
下载后可阅读完整内容,剩余4页未读,立即下载

weixin_38607908
- 粉丝: 7
- 资源: 935
 我的内容管理
展开
我的内容管理
展开







最新资源
- 前端面试必问:真实项目经验大揭秘
- 永磁同步电机二阶自抗扰神经网络控制技术与实践
- 基于HAL库的LoRa通讯与SHT30温湿度测量项目
- avaWeb-mast推荐系统开发实战指南
- 慧鱼SolidWorks零件模型库:设计与创新的强大工具
- MATLAB实现稀疏傅里叶变换(SFFT)代码及测试
- ChatGPT联网模式亮相,体验智能压缩技术.zip
- 掌握进程保护的HOOK API技术
- 基于.Net的日用品网站开发:设计、实现与分析
- MyBatis-Spring 1.3.2版本下载指南
- 开源全能媒体播放器:小戴媒体播放器2 5.1-3
- 华为eNSP参考文档:DHCP与VRP操作指南
- SpringMyBatis实现疫苗接种预约系统
- VHDL实现倒车雷达系统源码免费提供
- 掌握软件测评师考试要点:历年真题解析
- 轻松下载微信视频号内容的新工具介绍
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


