
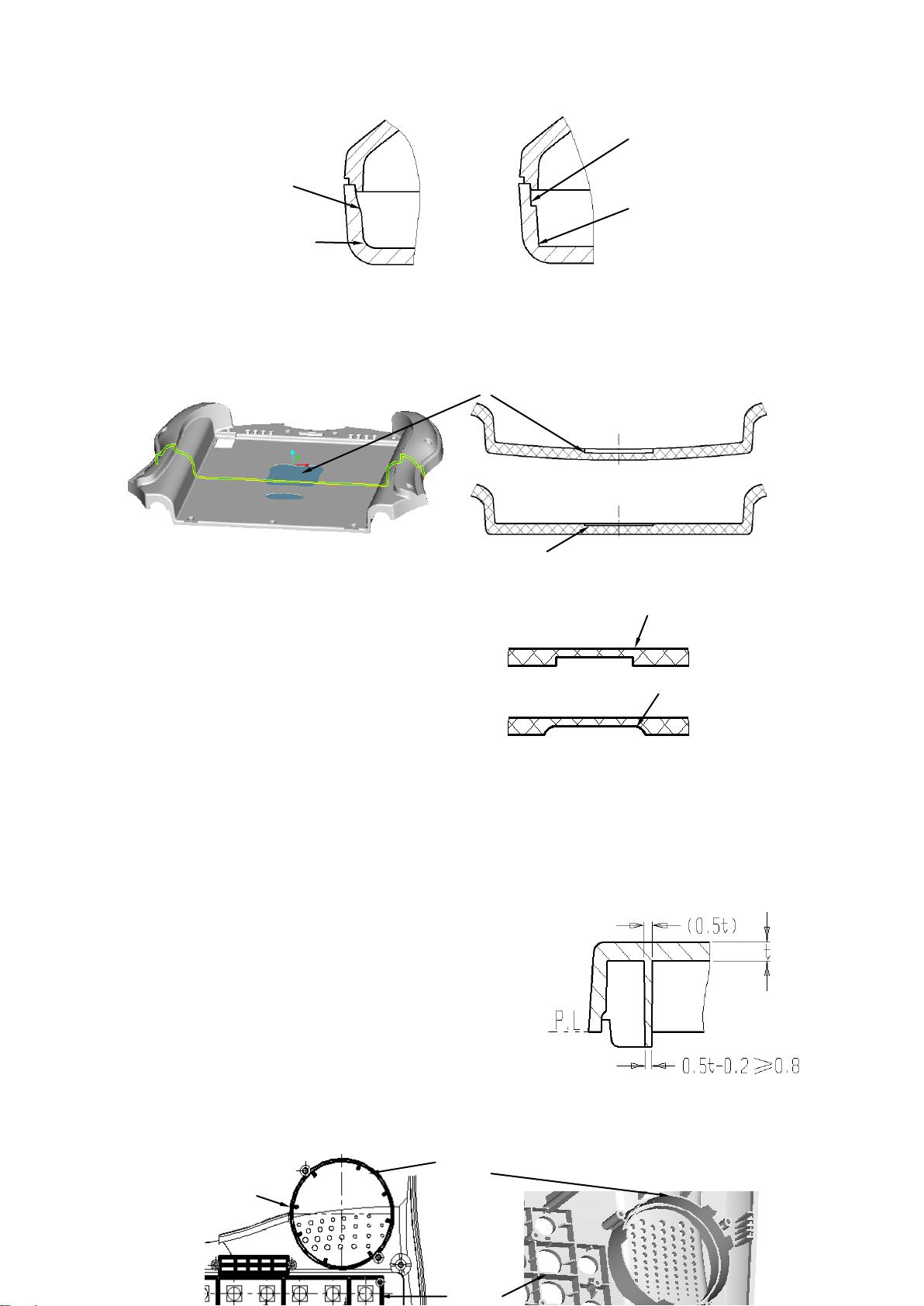
模具设计指南
额定锁模
力(吨)
机型
螺杆型号
额定射胶量(克)
容模尺寸(宽*高*厚度范围)
( mm * mm * mm )
50
J50E-C3
A
56
310*460*160~300
J50E-D
J50E II-C
J50E II-P
KM50C
B
55
310*440*150~300
KM50-C2
46
FANUC50C
46
320*460*150~350
75
J75E-D
A
105
360*530*180~350
J75E II-C
J75E II-P
80
KM80C
B
100
360*520*180~350
KM80-B2
100
J100E-D
A
160
410*604*200~400
KM100C
B
410*580*180~400
FANUC100C
95
410*610*150~450
140
KM140C
A
197
460*660*200~450
KM140-C2
200
B
250
150
J150E-D
A
273
510*740*220~450
J150SA II
B &BM II
335
J150E II-P
AM VII
273
J150E II-C
B
335
FANUC150C
248
510*750*200~490
180
KM180C
A
339
510*740*200~500
220
J220E-D
BM II
505
580*840*230~500
J220SA II
A
421
560*820*230~500
剩余157页未读,继续阅读

bderty
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- ASP.NET数据库高级操作:SQLHelper与数据源控件
- Windows98/2000驱动程序开发指南
- FreeMarker入门到精通教程
- 1800mm冷轧机板形控制性能仿真分析
- 经验模式分解:非平稳信号处理的新突破
- Spring框架3.0官方参考文档:依赖注入与核心模块解析
- 电阻器与电位器详解:类型、命名与应用
- Office技巧大揭秘:Word、Excel、PPT高效操作
- TCS3200D: 可编程色彩光频转换器解析
- 基于TCS230的精准便携式调色仪系统设计详解
- WiMAX与LTE:谁将引领移动宽带互联网?
- SAS-2.1规范草案:串行连接SCSI技术标准
- C#编程学习:手机电子书TXT版
- SQL全效操作指南:数据、控制与程序化
- 单片机复位电路设计与电源干扰处理
- CS5460A单相功率电能芯片:原理、应用与精度分析
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


