S7-200PLC驱动的纸浆浓度控制系统设计与应用
138 浏览量
更新于2024-06-28
收藏 1.6MB DOC 举报
本文档深入探讨了基于西门子S7-200PLC的纸浆浓度控制系统设计。在造纸工业中,纸浆浓度的精确控制至关重要,它直接影响着产品质量和生产效率。该系统的核心部分是利用内旋式纸浆浓度变送器来实时监测纸浆的实际浓度,将其转换为标准的4-20mA模拟信号,随后通过A/D转换器输入到S7-200PLC的CPU(如224XPCN),CPU内置的模拟量接口使其无需额外扩展模块。
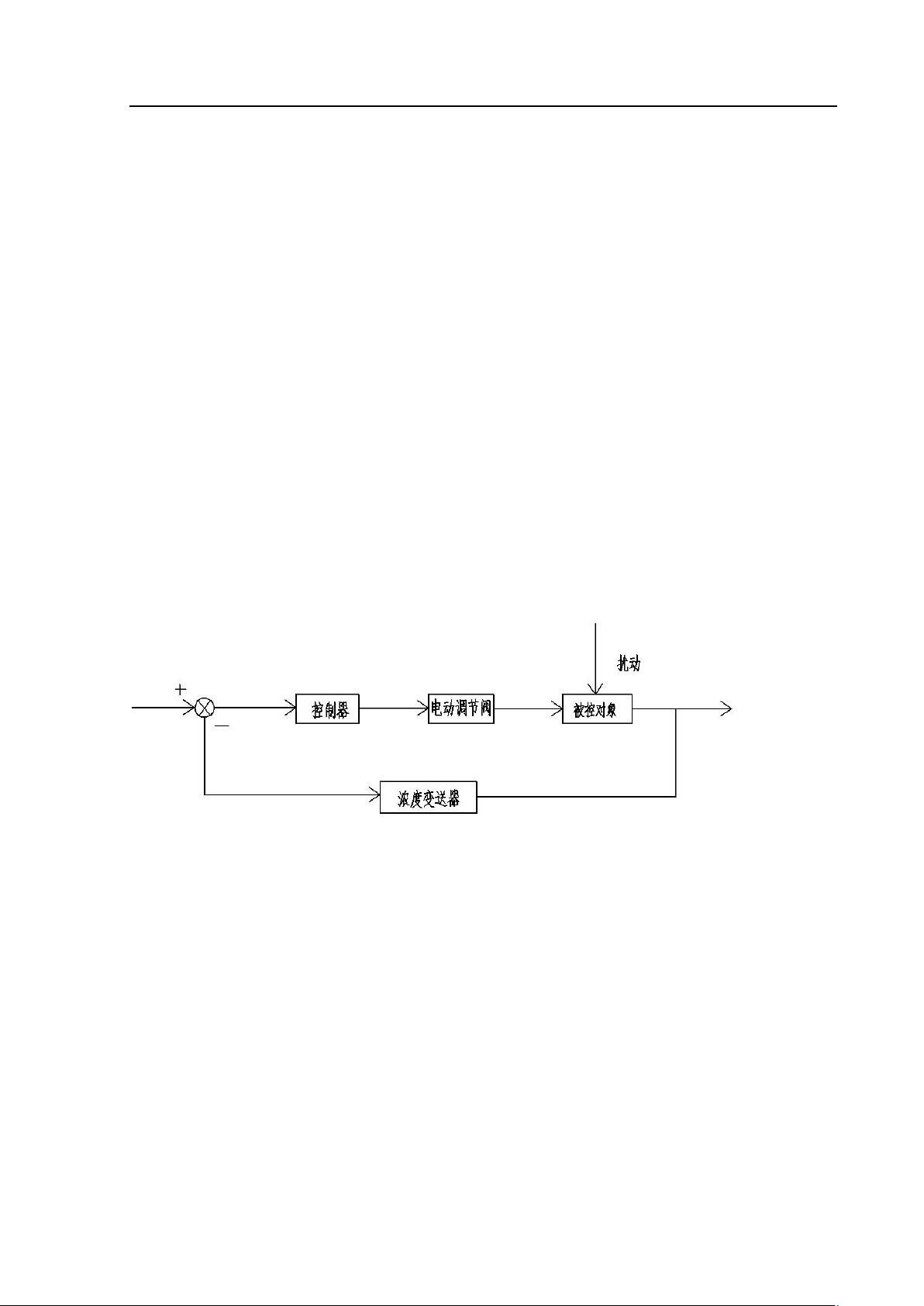
控制器内部采用PID(比例积分微分)算法来处理实时的浓度偏差,根据偏差值调整白水入口电动阀的开度,以此调节稀释水流量,确保浆料在输浆管内的浓度保持稳定。这不仅提升了工艺控制精度,还能帮助企业在节约成本的同时提高生产效益。
S7-200PLC作为一种广泛应用的工业自动化设备,它的优势在于其高度可靠性和抗干扰能力,能够应对各种复杂工业环境。此外,它具有完善的配套功能,易于学习和使用,适用于多种控制任务,如开关量逻辑控制、模拟量控制、运动控制、过程控制以及数据处理等。同时,PLC系统的灵活性和可扩展性使得系统设计和维护简单,且能快速适应生产线的改造需求。
文档还强调了PLC在各行各业中的广泛应用,包括但不限于钢铁、石油、化工、电力等多个领域,证明了其在工业自动化领域的普遍适用性和重要性。关键词“PLC”、“纸浆浓度”和“PID算法”突出了本文的主要技术焦点,展示了如何通过S7-200PLC进行精确的纸浆浓度控制,并借助先进的控制算法提高整个造纸过程的效率和品质。

毕业设计
- 5 -
本论文主要是利用 PLC S7-200 采用 PID 控制技术做了一个纸浆浓度自动
控制系统,并采用 MCGS 工控组态软件对纸浆浓度控制系统建立了人机监控
界面来实时监控纸浆浓度的变化。
第一章主要介绍了论文提出的背景,当前研究的发展现状以及研究的
意义。
第二章主要确定了系统的总体技术方案,介绍了系统的结构图,控制
方框图,介绍了各模块的功能。
第三章主要确定了系统各个硬件的选型,硬件的使用,以及硬件的连
接电路图。
第四章主要是根据要求利用 Step 7-Micro/win 编写出系统控制的主程
序及子程序。
第五章主要是主要介绍了怎样利用 MCGS 工控组态软件建立系统的人
机监控界面。
第六章对全文进行了总结。
1.3 研究的意义
在制浆造纸生产过程中,稳定地调节纸浆浓度是实现工艺目标,达到
质量标准,减少污染和能耗的一个重要因素。要想达到稳定纸浆浓度的目
的,就必须设计出一种能自动调节纸浆浓度的控制系统。本设计就是基于
这样一种目的设计出了一种能自动调节稳定纸浆浓度的控制系统。
1.4 设计思路
本设计使用内旋式纸浆浓度变送器测量实际纸浆浓度,将浓度信号转
换成 4-20mA 标准信号,然后通过 A/D 转换后反馈到 PLC 控制器,与给定

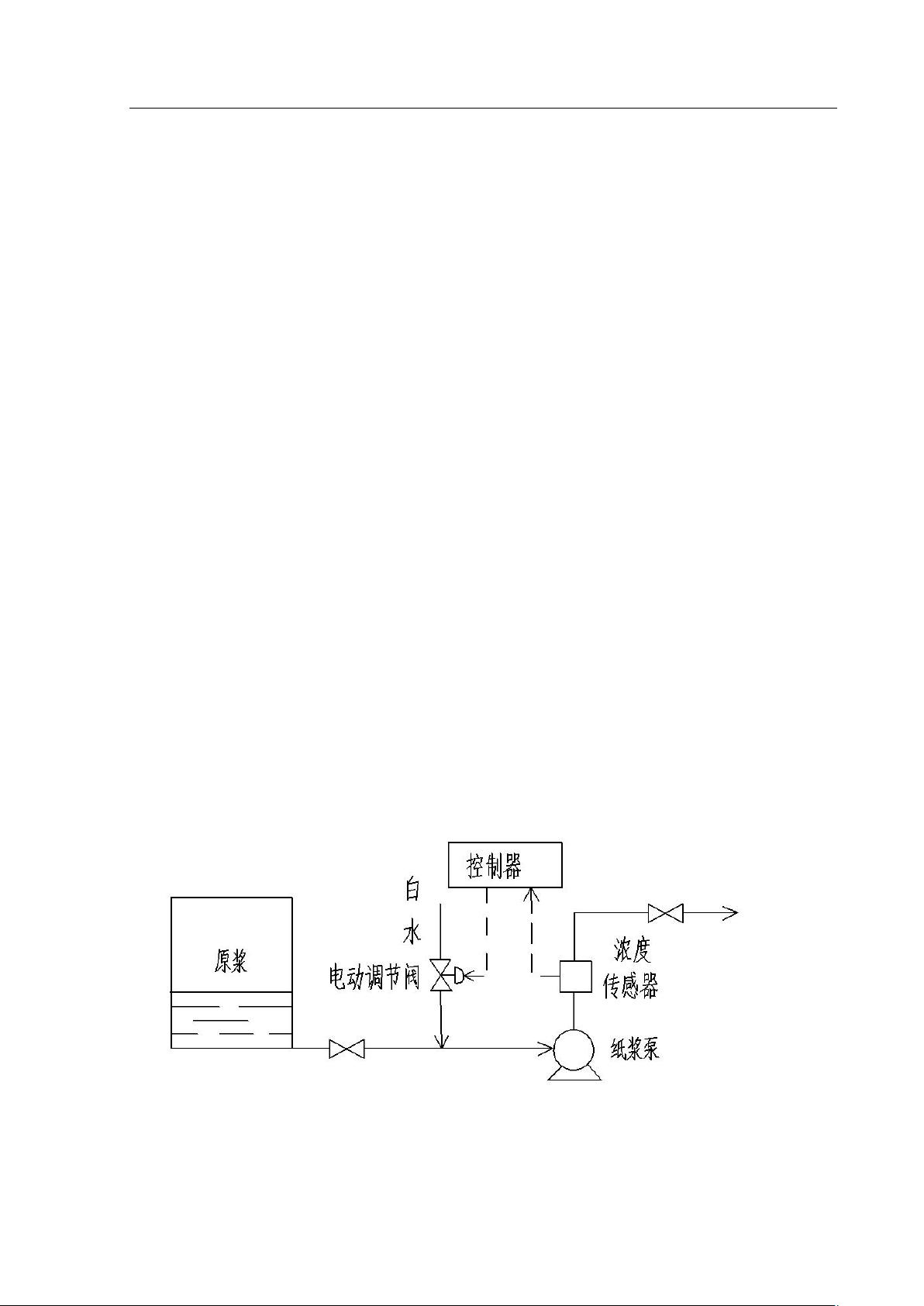
剩余75页未读,继续阅读
2019-10-29 上传
2022-10-19 上传
2021-10-08 上传
2023-07-01 上传
2021-08-07 上传
2023-07-01 上传
2023-07-09 上传
2023-07-01 上传

智慧安全方案
- 粉丝: 3797
- 资源: 59万+
 我的内容管理
展开
我的内容管理
展开







最新资源
- 掌握Jive for Android SDK:示例应用的使用指南
- Python中的贝叶斯建模与概率编程指南
- 自动化NBA球员统计分析与电子邮件报告工具
- 下载安卓购物经理带源代码完整项目
- 图片压缩包中的内容解密
- C++基础教程视频-数据类型与运算符详解
- 探索Java中的曼德布罗图形绘制
- VTK9.3.0 64位SDK包发布,图像处理开发利器
- 自导向运载平台的行业设计方案解读
- 自定义 Datadog 代理检查:Python 实现与应用
- 基于Python实现的商品推荐系统源码与项目说明
- PMing繁体版字体下载,设计师必备素材
- 软件工程餐厅项目存储库:Java语言实践
- 康佳LED55R6000U电视机固件升级指南
- Sublime Text状态栏插件:ShowOpenFiles功能详解
- 一站式部署thinksns社交系统,小白轻松上手
