PCU50刀库配置教程:创建刀库与缓冲区详解
需积分: 10 182 浏览量
更新于2024-09-09
收藏 373KB DOC 举报
在本篇文章中,我们将深入探讨如何在PCU50控制器上进行刀库管理,以适应特定的生产需求。首先,我们回顾了连载一中设置的基础步骤,确保NCK复位后能够正常启动。接下来,我们将详细介绍在PCU50上针对10把刀具的链式刀库进行细致配置的过程。
1. 刀库创建:
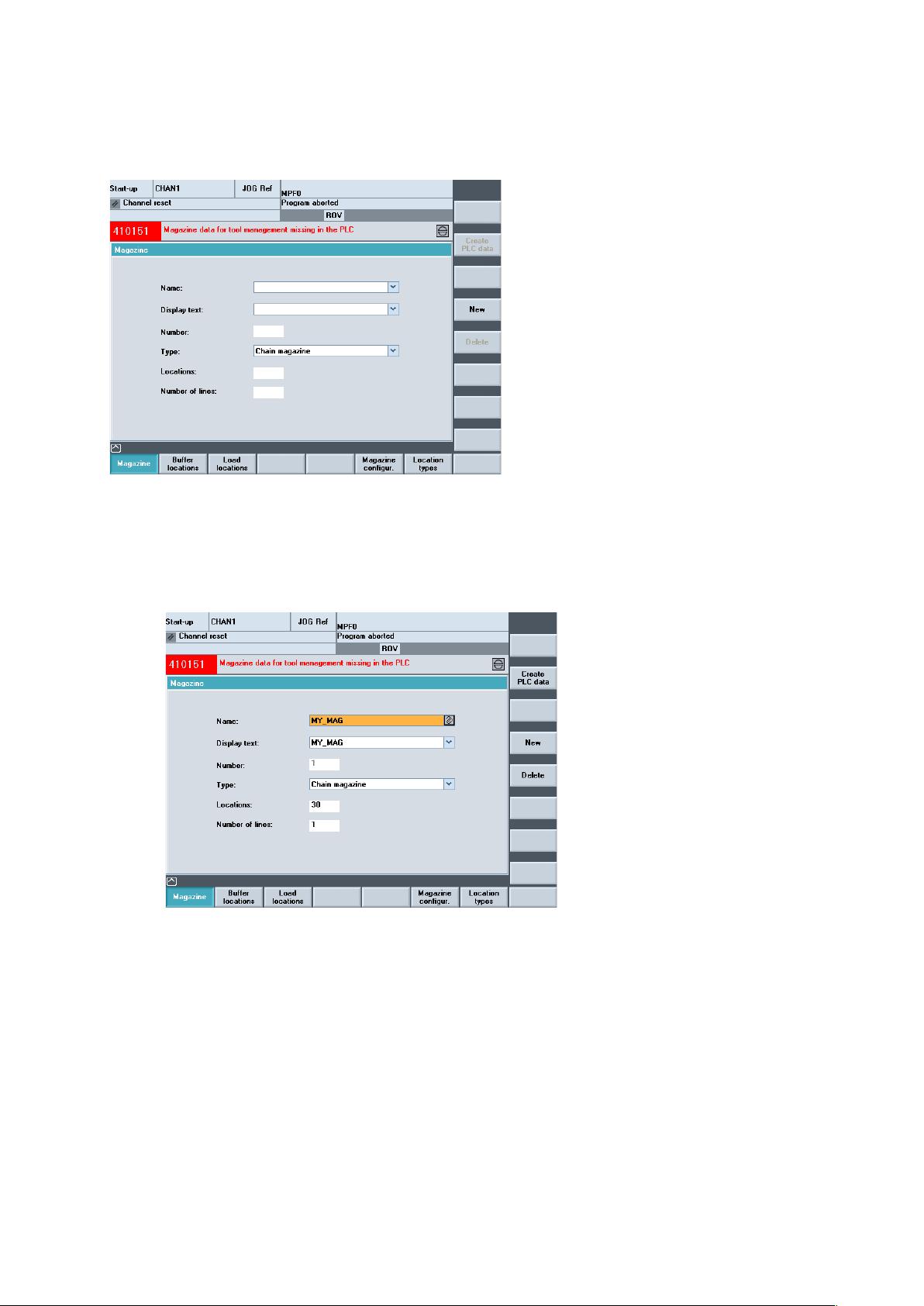
- 创建刀库时,需要为刀库命名,例如"my_mag",并选择"Chainmagazine"类型,指定刀位数量为30。完成设置后,通过"Create PLC data"命令保存配置,最后对NCK进行复位操作。
2. Buffer管理:
- 主轴buffer(如"my_spi")用于存储主轴相关的数据,类型选择Spindle,设置与刀库的距离为0。接着,创建两个手爪buffer(gri_1 和 gri_2),同样设定为Gripper类型,距离刀库0,然后分配给相应的主轴。
3. 装载点设置:
- 系统已经预设了一个"Manualloadingpoint"装载点,通常在实际生产中作为手动装刀点。在这个装载点,输入距离刀库的更改位置为0,然后使用"Assignmagazine"键将其关联到合适的刀库。
4. 注意事项:
- 配置过程中应确保所有的输入数值和选项符合实际机械结构和工作流程,以免出现错误或影响加工效率。此外,每一步骤的操作都要仔细进行,因为错误的设置可能会导致后续加工中的问题。
在整个刀库管理过程中,理解并按照正确的顺序和参数配置是至关重要的。配置完成后,记得检查确认所有数据是否正确保存并在系统重启时保持稳定。对于大型或复杂的生产环境,可能还需要考虑刀具更换策略、刀具磨损管理以及刀库路径规划等因素。通过合理的刀库管理,可以显著提升数控机床的工作效率和加工精度。
刀库管理连载二: 在 PCU50 上根据实际情况配置刀库
若设置了连载一中的数据,NCK 复位后,屏幕显示:
刀库基本设置(10 把刀具的链式刀库,无大小刀管理):
1. 创建刀库(刀库类型和刀位数量)
Start-up(HSK6)Tool management(HSK8)Magazine(HSK1)New(VSK4)在
Name 项中输入”my_mag”回车Type 项选择”Chain magazine”在 Locations 项中
输入 30 回车OK按”Create PLC data”(VSK2)(此步最好在配置刀库后做)按返
回键NCK reset(VSK4)
2. 创建 buffer
创建主轴 buffer
Buffer locations(HSK2)New(VSK4)在 Name 项中输入”my_spi”Type 项选择
SpindleOK用光标键切换到”Distances to magazines”窗口,在”Distance to change
location”项中输入”0”Assign magazine(VSK6)
下载后可阅读完整内容,剩余6页未读,立即下载
2022-07-14 上传
2019-10-13 上传
2018-05-31 上传
2021-08-14 上传
2021-12-07 上传
2022-06-18 上传

june776
- 粉丝: 0
- 资源: 12
 我的内容管理
展开
我的内容管理
展开







最新资源
- SSM Java项目:StudentInfo 数据管理与可视化分析
- pyedgar:Python库简化EDGAR数据交互与文档下载
- Node.js环境下wfdb文件解码与实时数据处理
- phpcms v2.2企业级网站管理系统发布
- 美团饿了么优惠券推广工具-uniapp源码
- 基于红外传感器的会议室实时占用率测量系统
- DenseNet-201预训练模型:图像分类的深度学习工具箱
- Java实现和弦移调工具:Transposer-java
- phpMyFAQ 2.5.1 Beta多国语言版:技术项目源码共享平台
- Python自动化源码实现便捷自动下单功能
- Android天气预报应用:查看多城市详细天气信息
- PHPTML类:简化HTML页面创建的PHP开源工具
- Biovec在蛋白质分析中的应用:预测、结构和可视化
- EfficientNet-b0深度学习工具箱模型在MATLAB中的应用
- 2024年河北省技能大赛数字化设计开发样题解析
- 笔记本USB加湿器:便携式设计解决方案
