无监督稀疏模式诊断:感应热成像系统的缺陷检测
131 浏览量
更新于2024-08-29
收藏 1.74MB PDF 举报
"感应热成像系统对缺陷的无监督稀疏模式诊断"
本文"Unsupervised Sparse Pattern Diagnostic of Defects With Inductive Thermography Imaging System"发表在2016年2月的《IEEE Transactions on Industrial Informatics》第12卷第1期,由Bin Gao、Wai Lok Woo、Yunze He和Gui Yun Tian等几位IEEE资深会员共同撰写。该研究论文提出了一种无监督的方法,用于通过感应热成像系统进行缺陷诊断和监控。该方法的创新之处在于其完全自动化,不需要用户手动选择特定的热帧图像来进行缺陷诊断。
文章的核心是结合了基于物理的感应热机制与基于信号处理的模式提取算法。具体来说,它采用了一种称为稀疏贪婪主成分分析(SGPCA)的算法。SGPCA是一种统计分析工具,能够从复杂的数据集中提取出最重要的特征。在本研究中,SGPCA被用来自动识别和定位缺陷,同时,研究者在算法内部构建了一个功能,以控制SGPCA的稀疏度,从而提高缺陷尺寸估计的准确性。
感应热成像是利用电磁场引起材料温度变化来检测内部缺陷的技术。当材料被加热并随后冷却时,其内部的缺陷会影响热量的分布,从而在热成像中显示出来。通过无监督学习,这种方法可以无需先验知识或标记数据就能识别异常模式,即潜在的缺陷。
为了证明所提方法的有效性,研究人员在金属样本上进行了自动诊断缺陷的实验,并对比了其他方法的性能。实验结果表明,提出的无监督方法在识别和准确估计缺陷尺寸方面表现出色。这些实验和比较进一步证实了该方法在工业应用中的潜力,尤其是在自动化检测和监测缺陷的场合,例如质量控制、结构健康监测等领域。
这篇研究论文提出了一种利用感应热成像系统和无监督学习技术的新方法,该方法能够在没有人为干预的情况下有效地识别和量化材料的内部缺陷,具有较高的精度和自动化程度,对于工业界和科研领域都具有重要的实践意义。
GAO et al.: UNSUPERVISED SPARSE PATTERN DIAGNOSTIC OF DEFECTS 373
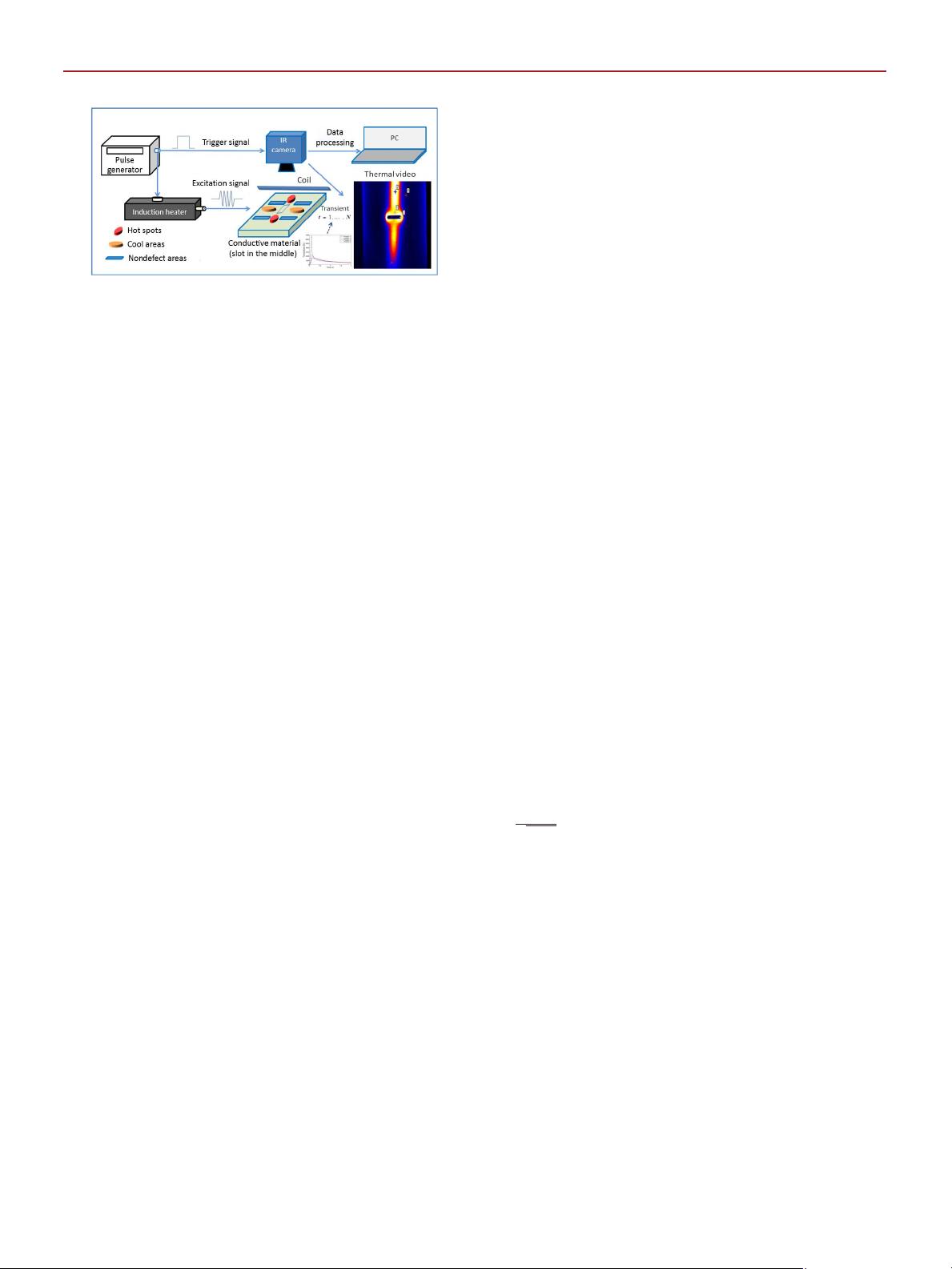
Fig. 1. ECPT system.
where T = T (x, y, z, t) is the temperature distribution, k is the
thermal conductivity of the material (W/m · K), which is depen-
dent on temperature. ρ is the density (kg/m
3
), C
p
is specific
heat (J/kg · K). q(x, y, z, t) is the internal heat generation func-
tion per unit volume, which is the result of the EC excitation.
The variation of temporal temperature depends on the spatial
temperature variation for heat conduction. According to (2),
heat conduction is influenced by T (x, y, z, t), ξ, υ, σ, μ, and
l, where ξ denotes the sensor geometry factor; υ denotes the
parameters of the excitation (frequency and amplitude) and l
denotes the lift off (distance between the sensor and sample).
From the above analysis, it becomes clear that the variation of
temperature spatially and its transient response recorded from
the IR camera directly reveals the intrinsic properties variation
of the conductive material.
2) IT Defect Detection: Fig. 1 shows the diagram of IT
defect detection system. The excitation signal generated by
the excitation module is a small period of high-frequency cur-
rent. The current in the coil will induce the ECs and generate
the resistive heat in the conductive material. The heat will
diffuse in time until the heat reaches equilibrium in the mate-
rial. If a defect (e.g., crack and fatigue region) is present in
the conductive material, EC distribution as well as heat diffu-
sion process will vary. Consequently, the spatial distribution of
temperature on the surface of material and the temperature tran-
sient response will show the variation, which is captured by an
infrared camera. It can be divided into two phases: 1) heating
phase; and 2) cooling phase. As an example, we take a finite
length sample with small penetrated slot as a defect testing sam-
ple. The resultant heating frame from IT (0.1 s) is presented in
Fig. 1 right bottom panel. In the heating phase, different heat
generation rates enlarge the t emperature spatial variation. Hot
spots are observed around the slot tips and the cool areas locate
at both sides of the slot. In the cooling phase, heat diffuses from
high-temperature area to low-temperature area, and reduces the
contrast. In addition, the area located far away from excitation
coil will continually rise temperature because of its heat dif-
fusion. These different areas can be considered as the pattern
regions which share the similar transient responses in the sam-
ple. The infrared camera functioned as a temperature spatial
image signal recorder along with time flowing. In addition, the
camera actually records the mixed image signal correspond-
ing to the signal image from the thermal pattern regions at
each time point. These regions are termed as thermal patterns
in IT.
The hot spots are used specially for defect location and siz-
ing. Fig. 1 shows the example of temperature distribution at the
sample surface as the lift-off distance is set d =4mm. When
the inductor is close to the tip of the defect (d =4mm), it is
seen that significant EC flows around the tip of the defect and
the defect behaves predominantly as a slot.
3) Relationship Between Excitation System, Heating
Phase, and Cooling Phase With Respect to Material
Variation: IT uses inductive heater as the excitation system.
Hence, it is specific for conductive materials or multilayer sys-
tem with conductive layer. The inductive heat depends on the
parameters of material and excitation signal.
1) To optimize the signal-to-noise ratio (SNR), the heat
power should be maximized. Normally, the high-current
amplitude (hundreds of ampere) and great frequency
(>100 kHz) are used.
2) The longer heating time results in the accumulation of
large amount of heat Q. For detecting surface defects, the
long heating time is useful for good SNR and contrast
[18]. At the same time, the longer heating time is useful
for detecting the deep defects due to heat conduction from
surface to deep defects [51].
3) The long cooling time is useful for heat conduction to
detect deep defects. The thermal penetration depth for a
pulsed excitation is determined by the thermal diffusivity
α
of the material and by the observation time t (cooling
time) after pulse heating.
4) The small electrical conductivity can lead to a high heat
power and great EC penetration depth. The thermal diffu-
sivity depends on thermal conductivity, mass density and
specific heat. If the thermal diffusivity is large, the tem-
perature changes quickly. Hence the sampling frequency
of the camera must be high enough to capture the changes
of temperature.
4) Detectability: In general, the ECPT is valid for both
deep and shallow defects, which is based on the physics
principles of inductive heating, heat conduction, and infrared
radiation. According to skin effect in inductive heating, the
EC has a penetration depth δ, which is expressed by equation
δ =
1
√
fπμσ
, where f is the frequency of the pulsed excitation.
If the shallow defects are in this skin area, they will dis-
turb the EC distribution and then the temperature distribution.
Theoretically, the lower excitation frequency has deeper detec-
tion depth. In practice, in order to improve the heating efficient
with IT, the frequency is about 100 kHz and the skin depth is
relative small. For example, ferromagnetic metals have a much
smaller skin depth (about 0.04 mm at 100 kHz). Therefore,
shallow/surface defects can be detected. The heat will con-
duct to the interior and lateral area of the material. If the deep
defects disturb the heat conduction process, the surface temper-
ature distribution will be different from the surrounding area.
The heat conduction is used to detect the deep defects [51].
The temperature will be captured by IR camera. If the surface
defects show a different emissivity value, the temperature will
be different from the surrounding area.
5) IT Multiphase Analysis: According to (2), the first-
order derivative of the temperature response of transient
response, as shown in Fig. 2(b), is composed of heat diffu-
sion and Joule heating [52]. In Fig. 2(c), we can infer from the
thermal video that the heat conduction procedure can be divided
into six phases.
剩余12页未读,继续阅读
2018-09-10 上传
2021-07-10 上传
2021-09-06 上传
2023-07-15 上传
2023-09-19 上传
2023-05-05 上传
2023-05-09 上传
2023-05-14 上传
2023-07-09 上传

weixin_38710524
- 粉丝: 7
- 资源: 884
 我的内容管理
展开
我的内容管理
展开







最新资源
- Chrome ESLint扩展:实时运行ESLint于网页脚本
- 基于 Webhook 的 redux 预处理器实现教程
- 探索国际CMS内容管理系统v1.1的新功能与应用
- 在Heroku上快速部署Directus平台的指南
- Folks Who Code官网:打造安全友好的开源环境
- React测试专用:上下文提供者组件实现指南
- RabbitMQ利用eLevelDB后端实现高效消息索引
- JavaScript双向对象引用的极简实现教程
- Bazel 0.18.1版本发布,Windows平台构建工具优化
- electron-notification-desktop:电子应用桌面通知解决方案
- 天津理工操作系统实验报告:进程与存储器管理
- 掌握webpack动态热模块替换的实现技巧
- 恶意软件ep_kaput: Etherpad插件系统破坏者
- Java实现Opus音频解码器jopus库的应用与介绍
- QString库:C语言中的高效动态字符串处理
- 微信小程序图像识别与AI功能实现源码
