激光技术在工业领域的创新应用
需积分: 5 164 浏览量
更新于2024-07-17
收藏 7.27MB PDF 举报
"该资源是一份关于工业激光应用的2016年9月/10月刊,其中涵盖了各种工业激光技术在不同领域的创新应用,包括首次在飞机上使用激光进行油漆剥离、切割气囊、管道内部焊接、用于检测 slug 的切割、微制造中的激光以及切割存储单元等。"
在工业激光领域,这份期刊揭示了多个关键知识点:
1. **飞机油漆剥离**:文章提到了一种利用激光系统进行全尺寸飞机油漆剥离的新工艺。传统的飞机表面处理方法可能成本高昂且对环境有害,而激光处理提供了一种更有效、更环保的解决方案。激光的精确性使得能够精准控制剥离过程,减少对飞机结构的潜在损害。
2. **气囊切割**:激光切割在汽车行业的应用中,特别是在气囊制造中扮演了重要角色。随着对气囊质量和安全性的要求不断提高,激光切割的优势在于可以实现近乎零缺陷的切割,同时保持生产效率和市场竞争优势。
3. **管道内部焊接**:激光焊接技术在核电站管道维护中实现了突破,发展出一种在管道内进行多位置焊接的技术。这在狭窄空间作业中尤其有用,提高了作业的安全性和效率,降低了人员暴露于有害环境的风险。
4. **slug检测的光纤激光切割**: Slug 是指在金属板材切割过程中可能出现的残留薄片,这种新的光纤激光切割头能够实时检测到 slug,从而可能消除切割后还需要额外检查和清理的步骤。这一创新有助于提高生产自动化水平,减少浪费,提升产品质量。
5. **微制造中的激光**:激光在微制造领域的应用,如半导体制造和精密工程,展示了其在微观尺度上的高精度加工能力。激光可以用于创建微小的结构和组件,这对于电子、医疗设备和纳米技术等领域至关重要。
这些应用报告不仅展示了激光技术的多样化用途,还强调了它们如何持续推动工业制造的效率、精度和可持续性。激光加工技术的发展不断挑战着传统工艺的边界,为各行各业带来了革命性的改变。通过持续的研究和创新,激光技术有望在未来继续引领制造业的进步。
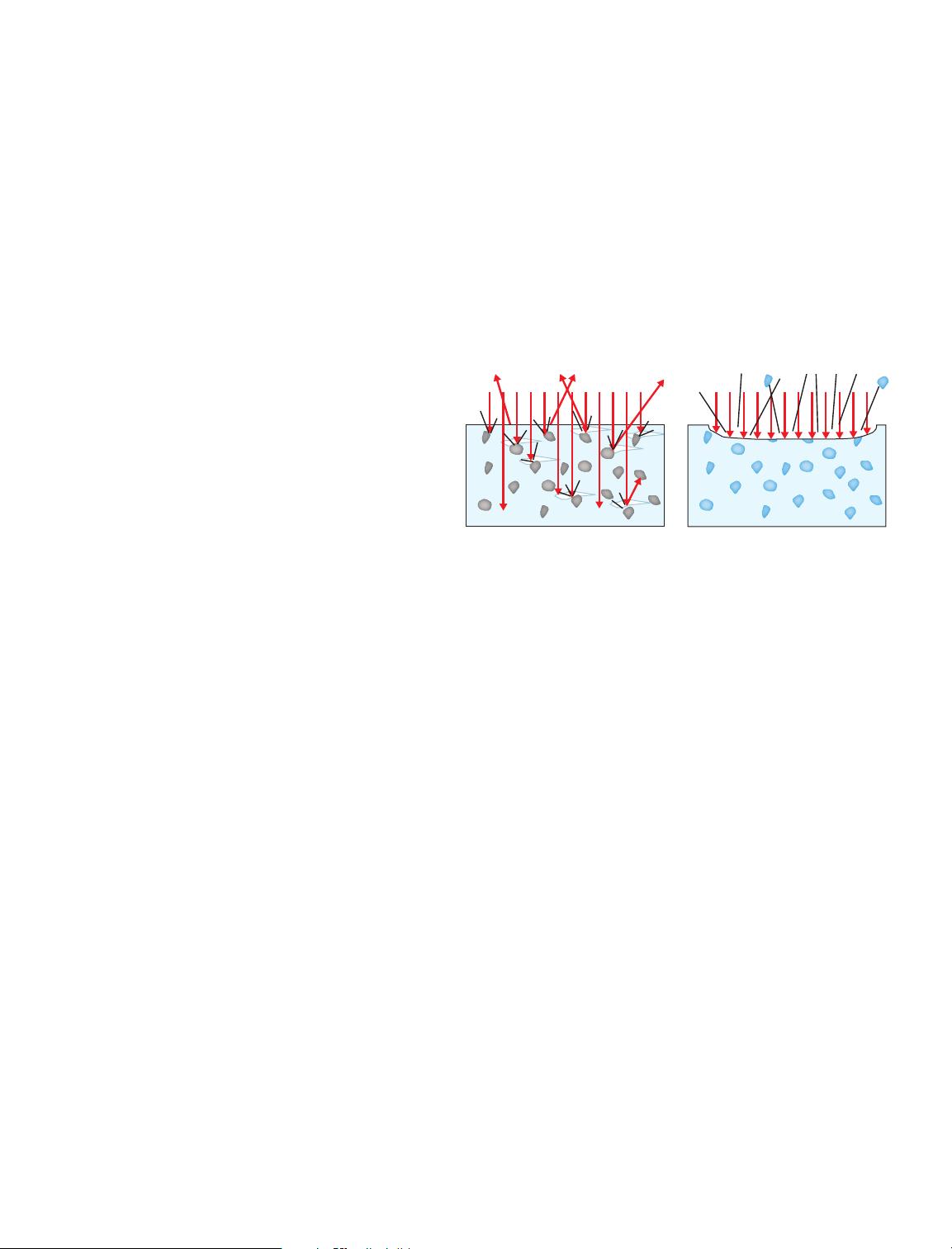
Transparent resin
Absorbing pigment
Any resin
Any pigment
1µm laser light 10.6µm laser light
www.industrial-lasers.com SEPTEMBER/OCTOBER 2016 Industrial Laser Solutions 5
application report
Laser system
strips paint from
full-size aircraft
PROCESS ALLEVIATES COSTS AND
ENVIRONMENTAL IMPACT
STAN REAM
P
aint and other coatings on aircraft
serve many purposes, including
corrosion protection, erosion resis-
tance, camouflage, radar absorp-
tion, and corporate branding.
Regardless of their purpose, these
coatings require replacement from
time to time—sometimes frequently, but usually every 5–8
years. The current dominant method of depainting for both
military and commercial aircraft is chemical removal, which
brings with it a variety of undesirable characteristics. Laser
paint stripping is finally emerging as a credible, economical,
and “green” alternative.
Background
More than 35 years ago, the US Air Force (USAF) Logistics
Command began to investigate alternative solutions to chem-
ical and mechanical paint removal from military aircraft. The list
of negatives concerning chemical depainting is long, including:
• The requirement to mask sensitive areas of the fuselage prior
to chemical application;
• The requirement for personal protective equipment to han-
dle the chemicals;
• Large water usage to rinse chemicals from aircraft;
• Large multiplication of hazardous waste volume;
• Release of carcinogenic hexavalent chrome primer into the
waste stream;
• Personnel exposure to hazardous chemicals;
• The inability to use on aircraft wings because of chemical
ingress;
• The requirement to de-mask prior to painting; and
• The cost of hazardous waste disposal.
Additionally, the requirement that manual sanding be per-
formed on sensitive wing areas brings with it another set of
problems, including high frequency of operator repetitive inju-
ries, operator exposure to hexavalent chrome, the potential
for damage to aircraft wing surfaces, and the lack of quali-
fied operators.
It is no surprise that alternatives to these depainting meth-
ods have been sought for many years. As early as 1980, the
USAF studied The Future of Aircraft Paint Removal Methods
[1], with particular interest in laser paint stripping. In the late
1980s, a flurry of USAF-sponsored work was carried out in
search of the right laser and the right deployment means to
address this challenge.
Now, three decades and many, many millions of research
dollars later, laser paint stripping is finally emerging as a
credible solution to replace the hazardous, environmentally
unfriendly, chemical, and mechanical paint stripping methods
that dominate aircraft depainting today. And, surprisingly, the
boldest new initiative in laser paint stripping is being spear-
headed by private industry.
The laser paint stripping process
Laser paint stripping has often been described as an “abla-
tion” process, but it more closely resembles “vaporization”
and consequent combustion of the paint. To prevent thermal
damage to the aircraft surface, the laser energy must be deliv-
ered rapidly and briefly, either by pulsing the laser beam or by
FIGURE 1. 1µm laser light absorption in depth (left) vs.
10.6µm laser light absorption on surface (right).
1609ils_5 5 9/2/16 2:07 PM
剩余35页未读,继续阅读
2019-11-22 上传
2021-08-25 上传
2021-02-16 上传
2023-11-23 上传
2021-11-11 上传
2021-04-26 上传
2020-07-13 上传
2021-05-26 上传

精快激光
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- SSM动力电池数据管理系统源码及数据库详解
- R语言桑基图绘制与SCI图输入文件代码分析
- Linux下Sakagari Hurricane翻译工作:cpktools的使用教程
- prettybench: 让 Go 基准测试结果更易读
- Python官方文档查询库,提升开发效率与时间节约
- 基于Django的Python就业系统毕设源码
- 高并发下的SpringBoot与Nginx+Redis会话共享解决方案
- 构建问答游戏:Node.js与Express.js实战教程
- MATLAB在旅行商问题中的应用与优化方法研究
- OMAPL138 DSP平台UPP接口编程实践
- 杰克逊维尔非营利地基工程的VMS项目介绍
- 宠物猫企业网站模板PHP源码下载
- 52简易计算器源码解析与下载指南
- 探索Node.js v6.2.1 - 事件驱动的高性能Web服务器环境
- 找回WinSCP密码的神器:winscppasswd工具介绍
- xctools:解析Xcode命令行工具输出的Ruby库
