数据统计分析详解:参数估计与假设检验
版权申诉
89 浏览量
更新于2024-06-13
收藏 627KB PPTX 举报
"该资源主要涵盖了数据的统计描述和分析,特别是数学模型算法在统计学中的应用。内容包括统计的基本概念,参数估计与假设检验,以及统计软件包的使用。此外,还详细讲解了常用统计量、概率分布以及各种检验方法,如正态分布、F分布等,并介绍了非参数检验的概念。资源还提到了如何在实际操作中进行数据录入、保存和调用,以及如何使用统计工具进行分析。"
在这个文件中,我们首先接触到的是统计学的基本概念,这包括了数据的统计描述,如计算平均值、方差等常用统计量,这些是理解数据集特性的基础。统计量能够帮助我们量化数据的集中趋势和离散程度,以便于更好地理解和解释数据。
接着,文件深入到参数估计与假设检验的领域。参数估计是根据样本数据来推断总体参数的过程,其中点估计法和极大似然估计法是常见的方法。假设检验则是基于统计学的理论,通过样本数据对总体的某个特性(如均值、方差)提出假设,并决定接受或拒绝这个假设。文件中提到了针对正态总体的均值和方差的检验,以及非参数检验,后者不依赖于特定的分布形式,适用于分布未知的情况。
在统计软件包的应用部分,虽然没有具体说明是哪些软件,但通常统计分析会使用R、Python、SPSS、SAS等工具,这些软件提供了方便的数据处理和统计分析功能,包括数据录入、保存、调用,以及生成统计报告和图形。
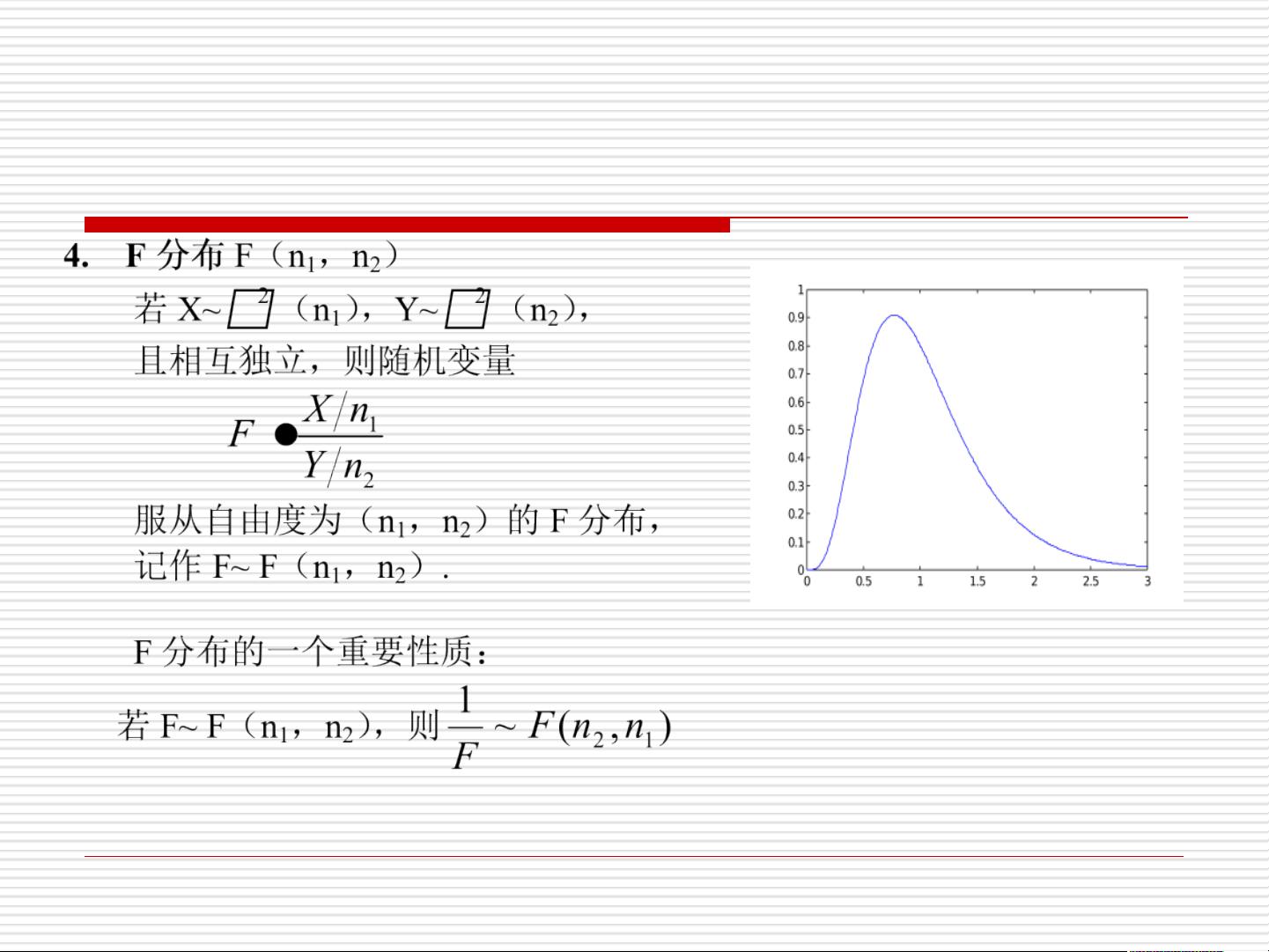
文件还介绍了概率分布,特别是正态分布和F分布。正态分布是统计学中最重要的一类分布,其密度函数和分布函数有明确的形式,而在实际中,许多自然现象的数据都近似服从正态分布。F分布常用于方差分析,其形状取决于两个自由度参数。
最后,文件提到了概率纸作为判断总体分布类型的一种工具,它可以帮助我们直观地识别数据可能遵循的分布类型。此外,非参数检验中的统计工具箱涵盖了数据管理、基本统计量计算、频数直方图绘制、参数估计和假设检验等一系列操作,这些都是进行统计分析时必不可少的步骤。
这份资源是学习统计学和应用数学模型算法的理想材料,它不仅覆盖了理论知识,还强调了实际操作技能,对于数据分析和研究工作具有很高的参考价值。
2014-10-20 上传
2022-12-24 上传
2022-02-24 上传
2021-10-21 上传
2024-05-06 上传
2024-05-06 上传

通信瓦工
- 粉丝: 374
- 资源: 6482
 我的内容管理
展开
我的内容管理
展开







最新资源
- JavaScript实现的高效pomodoro时钟教程
- CMake 3.25.3版本发布:程序员必备构建工具
- 直流无刷电机控制技术项目源码集合
- Ak Kamal电子安全客户端加载器-CRX插件介绍
- 揭露流氓软件:月息背后的秘密
- 京东自动抢购茅台脚本指南:如何设置eid与fp参数
- 动态格式化Matlab轴刻度标签 - ticklabelformat实用教程
- DSTUHack2021后端接口与Go语言实现解析
- CMake 3.25.2版本Linux软件包发布
- Node.js网络数据抓取技术深入解析
- QRSorteios-crx扩展:优化税务文件扫描流程
- 掌握JavaScript中的算法技巧
- Rails+React打造MF员工租房解决方案
- Utsanjan:自学成才的UI/UX设计师与技术博客作者
- CMake 3.25.2版本发布,支持Windows x86_64架构
- AR_RENTAL平台:HTML技术在增强现实领域的应用
