SINUMERIK_802D_sl PLC子程序库详细指南
需积分: 9 138 浏览量
更新于2024-07-23
收藏 2.82MB PDF 举报
"SINUMERIK 802Dsl 的 PLC子程序库说明文档,详细介绍了该系统中PLC编程的相关子程序及其用途,包括版本信息、子程序命名规范、PLC用户报警的处理、实例应用以及各种功能子程序的详细说明。"
在SINUMERIK 802Dsl的PLC子程序库中,提供了丰富的资源来帮助用户理解和利用PLC功能。这份技术手册详细阐述了以下几个关键知识点:
1. **版本信息**:手册覆盖了从V01040301到当前版本V02.00.00的变更情况,每个版本的状态由特定的代码标识,如A代表新文件,B代表无改动但重印,C代表有改动并重新发行。
2. **子程序库内容**:包括了PLC初始化、急停处理、机床操作面板信号传递、主轴倍率选择、MCP仿真、MCP和HMI信号处理、手轮选择、主轴和进给轴控制、刀架控制等多个方面,旨在提供全面的机床控制支持。
3. **符号命名约定**:为了保证编程的一致性和可读性,子程序库中规定了符号的命名规则,这对于理解和维护PLC程序至关重要。
4. **PLC用户报警**:手册详细介绍了如何在子程序库中处理PLC用户报警,这对于诊断和解决问题非常有用。
5. **实例应用**:包括安全继电器和电源进线接触器的控制应用,展示了如何在实际操作中应用这些子程序。
6. **子程序说明**:
- **PLC_INI**:负责PLC的初始化工作,确保系统启动时的正确配置。
- **EMG_STOP**:处理急停事件,确保在紧急情况下能够迅速停止机床运行。
- **MCP_802D**:处理802Dsl机床控制面板的信号,实现与系统的交互。
- **SPD_OVR**:允许用户通过按键选择主轴速度倍率,提供了灵活的操作选项。
- **MCP_SIMU**:实现了机床操作面板MCP的仿真功能,方便测试和调试。
- **MCP_NCK**:处理MCP与人机界面(HMI)之间的信号,确保信息传递准确。
- **HANDWHL**:根据HMI接口信号控制手轮操作,实现精确的手动进给。
- **AXES_CTL**:控制主轴和进给轴的动作,是机床运动控制的核心部分。
- **PLC_AXIS30**:可能涉及到更高级的轴控制功能。
- **MEAS_JOG**:在手动模式下进行轴的测量,确保精度。
- **COOLING**:管理和控制机床的冷却系统。
- **LUBRICATE**:负责机床的润滑控制,防止过度磨损。
- **TURRET1**:通过霍尔元件控制刀架,对于多刀位的机床尤其重要。
这份详尽的PLC子程序库说明为SINUMERIK 802Dsl用户提供了一个宝贵的参考指南,不仅涵盖了基本的PLC编程概念,还提供了具体的实践指导,有助于用户有效利用PLC功能,优化机床的控制和性能。
SINUMERIK 802D sl
PLC
子程序库说明(版本
V02.00.00
)
6
1.3.
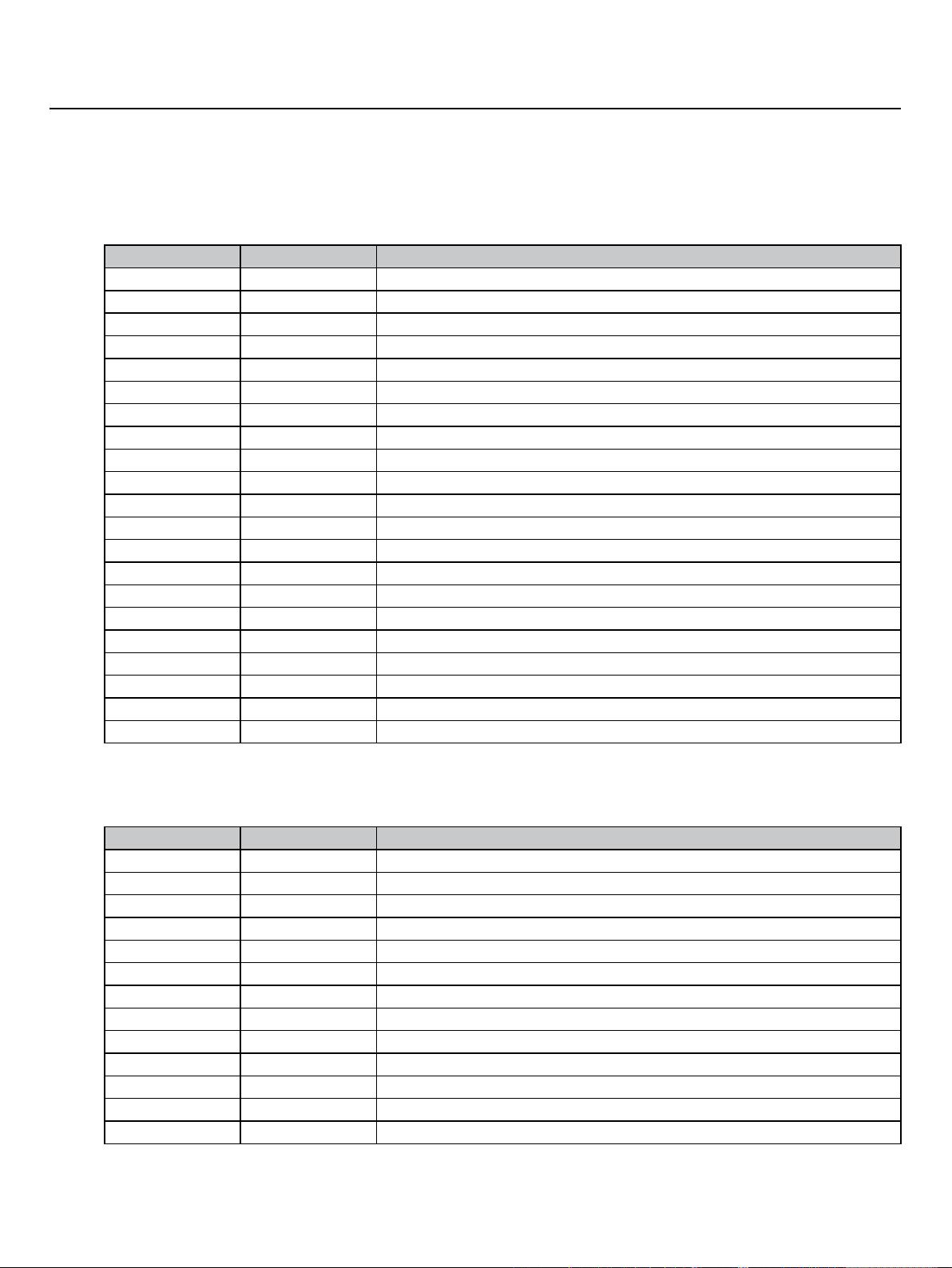
符号表的结构
PLC
程序库采了符号寻址设计,使得
PLC
应用程序易于理解。在子程序库中使用的所有地址均采用符号编程。所有接口信号均命
名以符号,并安排在不同的符号表中。
符号表 表名 符号表内容
1 PP_1 PP
模块
1 I/O
由制造商进行定义
2 PP_2 PP
模块
2 I/O
由制造商进行定义
3 PP_3 PP
模块
3 I/O
由制造商进行定义
4 ~ 15
为制造商预留
16 IS_MCP
送至或来自机床控制面板
MCP
的信号
17 IS_HMI
送至或来自人机接口
HMI
的信号
18 IS_AUX
来自
NCK
的辅助功能
19 IS_NCK
送至或来自
NCK
的信号
20 IS_CHA
送至或来自通道的信号
21 IS_AX1
送至或来自坐标轴
1
的信号
22 IS_AX2
送至或来自坐标轴
2
的信号
23 IS_AX3
送至或来自坐标轴
3
的信号
24 IS_AX4
送至或来自坐标轴
4
的信号
25 IS_AX5
送至或来自坐标轴
5
的信号
26 IS_AX_P1
送至或来自
PLC
轴的信号
27 MD_PLC PLC
机床数据
28 ALARM
用户报警
29 NV_MEM
可保持存储器
(NoneVolatileMemory)
30 SPC_MEM
特殊状态字
31 SBR_MEM
实例程序和子程序库使用的全局存储器定义
32
实例程序和子程序库预留
1.4.
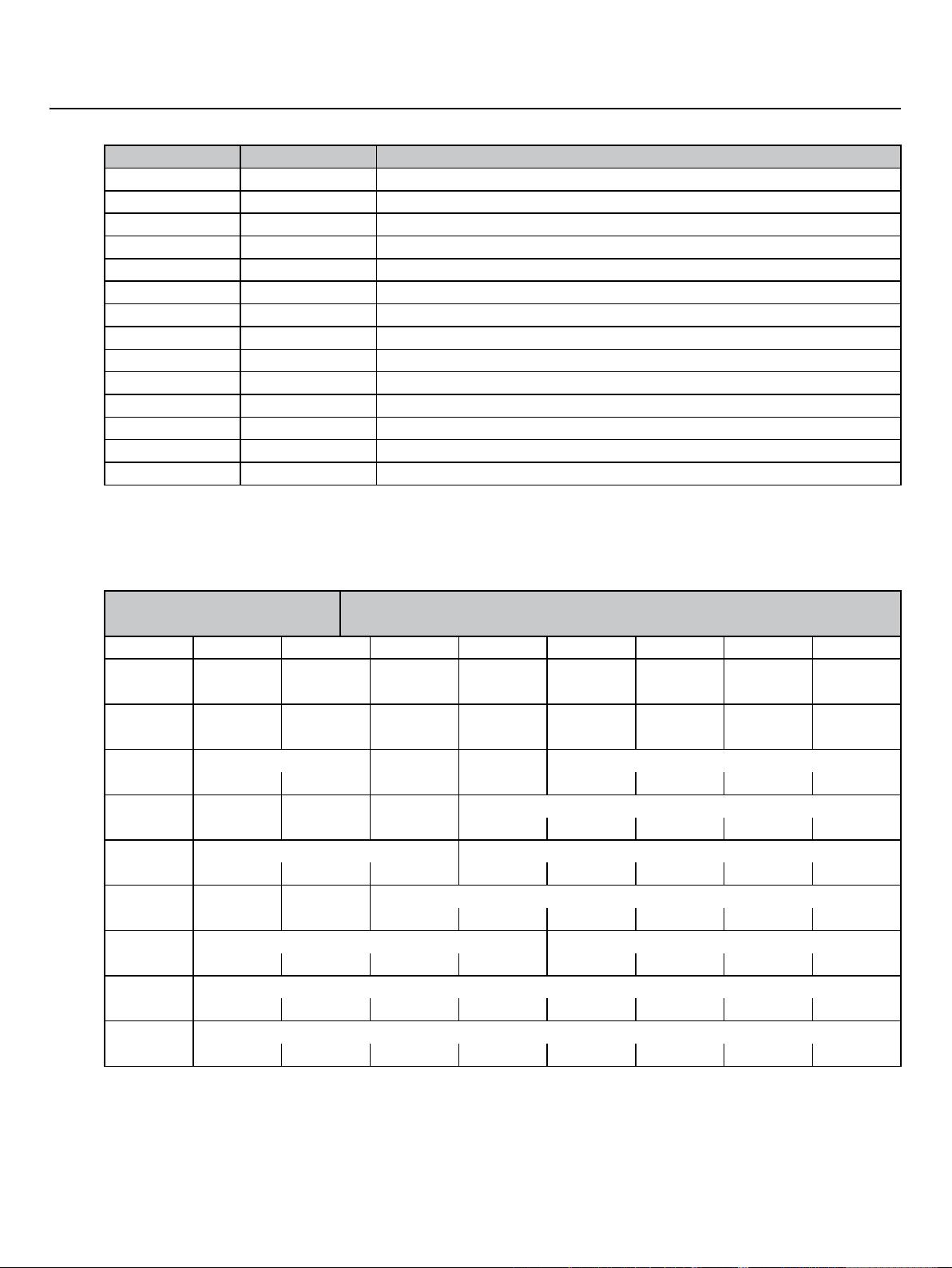
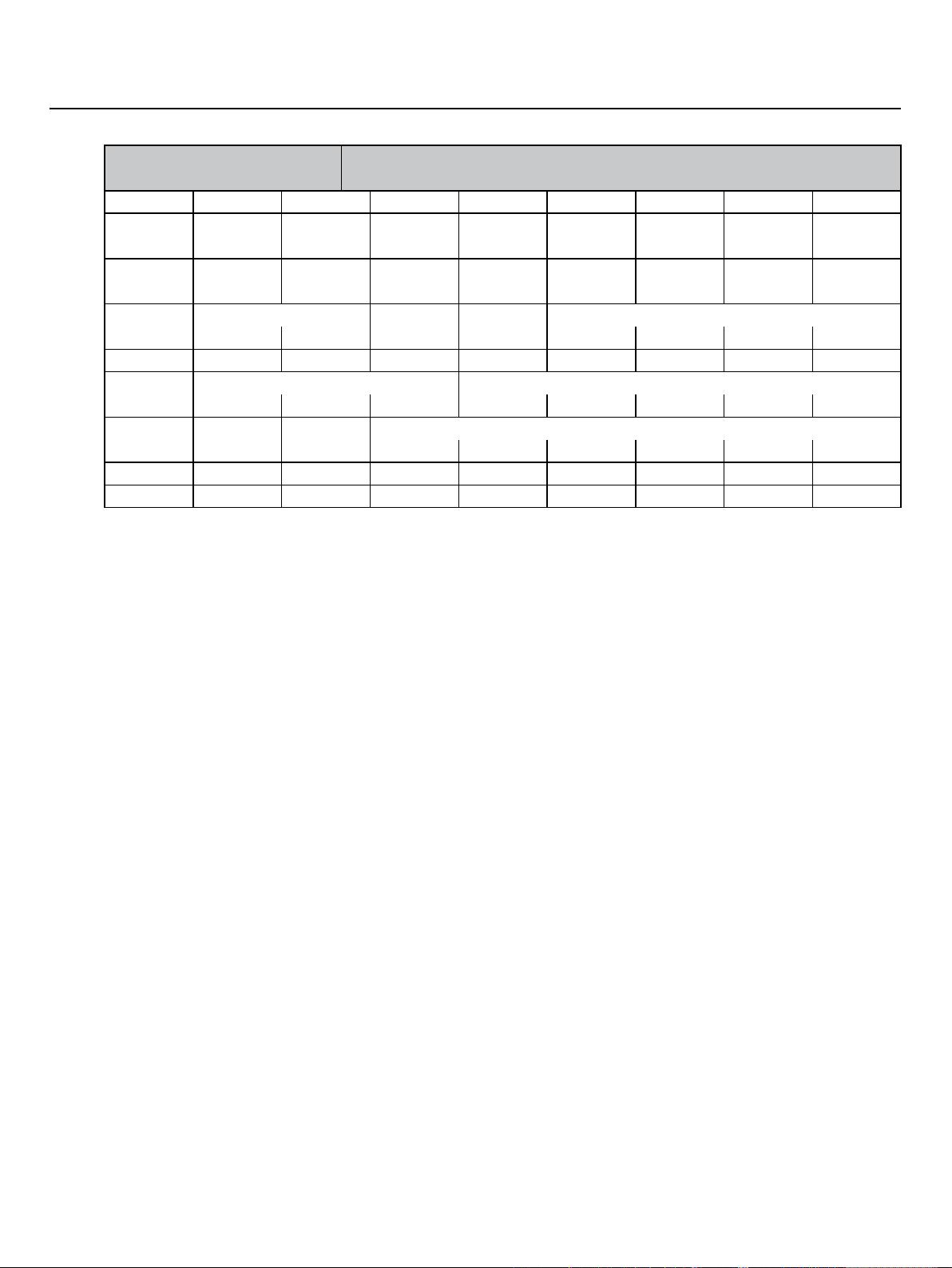
子程序库的结构
子程序 # 子程序名 子程序说明
0 ~ 30 -
为制造商预留
31 USR_INI
为制造商初始化预留
(
该子程序由子程序
32
自动调用
)
32 PLC_INI PLC
初始化
33 EMG_STOP
急停处理
(
包括驱动器上电和下电时序的控制
)
34 MCP_802D
传送
802D
机床控制面板对应的
I/O
状态到接口
V1000xxxx
和
V1100xxxx
35 SPD_OVR
利用倍率开关选择主轴倍率
(
格林码
)
并送到接口
VB1000 0008
36
子程序预留
37 MCP_SIMU
机床控制面板
MCP
仿真
38 MCP_NCK
机床控制面板
MCP
的信号、操作面板
HMI
信号送至
NCK
接口
39 HANDWHL
由操作面板
HMI
在机床坐标系或工件坐标系选择手轮
40 AXIS_CTL
进给轴和主轴使能控制
(
包括硬限位和电机抱闸释放等
)
41 PLC_AXIS PLC
轴控制
42
子程序预留
概述
剩余67页未读,继续阅读
点击了解资源详情
2016-04-26 上传
2021-10-02 上传
2009-07-19 上传
2019-10-23 上传
2019-01-24 上传

jeffmay12345
- 粉丝: 0
- 资源: 3
 我的内容管理
展开
我的内容管理
展开







最新资源
- C语言数组操作:高度检查器编程实践
- 基于Swift开发的嘉定单车LBS iOS应用项目解析
- 钗头凤声乐表演的二度创作分析报告
- 分布式数据库特训营全套教程资料
- JavaScript开发者Robert Bindar的博客平台
- MATLAB投影寻踪代码教程及文件解压缩指南
- HTML5拖放实现的RPSLS游戏教程
- HT://Dig引擎接口,Ampoliros开源模块应用
- 全面探测服务器性能与PHP环境的iprober PHP探针v0.024
- 新版提醒应用v2:基于MongoDB的数据存储
- 《我的世界》东方大陆1.12.2材质包深度体验
- Hypercore Promisifier: JavaScript中的回调转换为Promise包装器
- 探索开源项目Artifice:Slyme脚本与技巧游戏
- Matlab机器人学习代码解析与笔记分享
- 查尔默斯大学计算物理作业HP2解析
- GitHub问题管理新工具:GIRA-crx插件介绍
