视觉传感焊缝跟踪技术在GTAW焊接中的应用
19 浏览量
更新于2024-08-29
收藏 260KB PDF 举报
"基于视觉传感的焊缝跟踪技术在焊接机器人中的应用,旨在解决焊接过程中由于各种不确定性导致的焊接质量下降问题。通过实时焊缝纠偏,能够显著提高焊接精度,特别适合处理焊接易变形、装配复杂的工件。本文以LF6铝合金2mm薄板对接焊接为例,使用脉冲钨极惰性气体保护焊(GTAW)方法,对平板直缝和平板法兰进行了焊缝跟踪实验。实验系统包括安川电机的HP6焊接机器人、两轴翻转变位机、单轴头尾式变位机、OTC的焊接电源、送丝机和图像采集设备。采用交流脉冲焊,设置特定的焊接参数,并利用CCD视觉系统进行图像采集与处理,通过‘小窗口’分析法提取焊缝特征信息,实现焊缝跟踪。"
基于视觉传感的焊缝跟踪技术是现代焊接自动化领域的一个重要研究方向。传统焊接机器人主要采用“示教再现”模式,即在预设路径上重复作业,但这种方式无法适应焊接过程中的动态变化。焊接过程中,焊枪与焊缝位置的偏差,加上工件的热变形、咬边、错边以及焊缝间隙变化等不确定因素,都会影响焊接质量。为了解决这些问题,引入实时焊缝纠偏技术成为关键。
该技术的核心在于视觉传感系统,它能实时捕捉焊缝图像并进行处理,通过算法分析焊枪与焊缝的实际相对位置,进而调整焊接机器人的运动轨迹,确保焊枪始终对准焊缝。在本文的实验中,使用了自行开发的CCD被动光视觉系统,通过“小窗口分析法”来减小处理图像的复杂性,同时确保获取焊缝的关键特征。
实验选择了具有挑战性的LF6铝合金2mm薄板对接焊接,这种材料的焊接性要求较高。采用脉冲钨极惰性气体保护焊(GTAW),这是一种精密的焊接方法,适合薄板焊接。通过设定适当的脉冲频率、基值电流和峰值电流,以及焊接速度,保证了焊接过程的稳定性和质量。
在控制系统方面,采用了研华公司的工控机,配合图像采集卡,实现对焊接过程的精确控制。通过两轴翻转变位机和单轴头尾式变位机,能够灵活调整工件位置,适应不同焊接场景。整个系统构成了一套具备实时焊缝跟踪能力的弧焊机器人系统,提高了焊接效率和精度,尤其对于航天器燃料贮箱这类对焊接质量要求极高的工件,具有显著优势。
总结来说,基于视觉传感的焊缝跟踪技术通过实时监控和调整,有效地克服了焊接过程中的不确定性和工件变形,提升了焊接质量和效率。这项技术的应用对于推动焊接自动化、智能化的发展具有重要意义,也为未来更复杂的焊接任务提供了可靠的技术支持。
基于视觉传感的焊缝跟踪技术基于视觉传感的焊缝跟踪技术
目前服役的焊接机器人90% 都是以“示教再现”模式进行工作的, 少数以轨迹规划方式工作.焊接过程中, 焊枪与焊
缝中心都会存在一定误差, 而且焊接过程又是一个复杂、非线性、干扰因素较多的过程, 焊接工件热变形、咬
边、错边, 以及焊缝间隙的变化等是不可预知的, 这些因素都会直接影响到焊接质量. 在“示教再现”或轨迹规划应
用的基础上,实时焊缝纠偏可以进一步提高焊接精度, 尤其适用于辅助工程上焊接易变形、装配复杂等自动焊难以
控制的工件生产. 本文以新型航天器燃料贮箱LF6 铝合金材2 mm 薄板的对接焊接为背景, 针对脉冲钨极惰性气体
保护焊( GT AW) 焊接方法, 对平板直缝和平板法兰进行焊缝跟踪
目前服役的焊接机器人90% 都是以“示教再现”模式进行工作的, 少数以轨迹规划方式工作.焊接过程中, 焊枪与焊缝中心都
会存在一定误差, 而且焊接过程又是一个复杂、非线性、干扰因素较多的过程, 焊接工件热变形、咬边、错边, 以及焊缝间隙的
变化等是不可预知的, 这些因素都会直接影响到焊接质量. 在“示教再现”或轨迹规划应用的基础上,实时焊缝纠偏可以进一步提高
焊接精度, 尤其适用于辅助工程上焊接易变形、装配复杂等自动焊难以控制的工件生产. 本文以新型航天器燃料贮箱LF6 铝合金
材2 mm 薄板的对接焊接为背景, 针对脉冲钨极惰性气体保护焊( GT AW) 焊接方法, 对平板直缝和平板法兰进行焊缝跟踪试验,
将传统的“示教再现”型机器人开发成具有实时焊缝跟踪的弧焊机器人系统.
1 试验部分试验部分
1. 1 试验系统组成试验系统组成
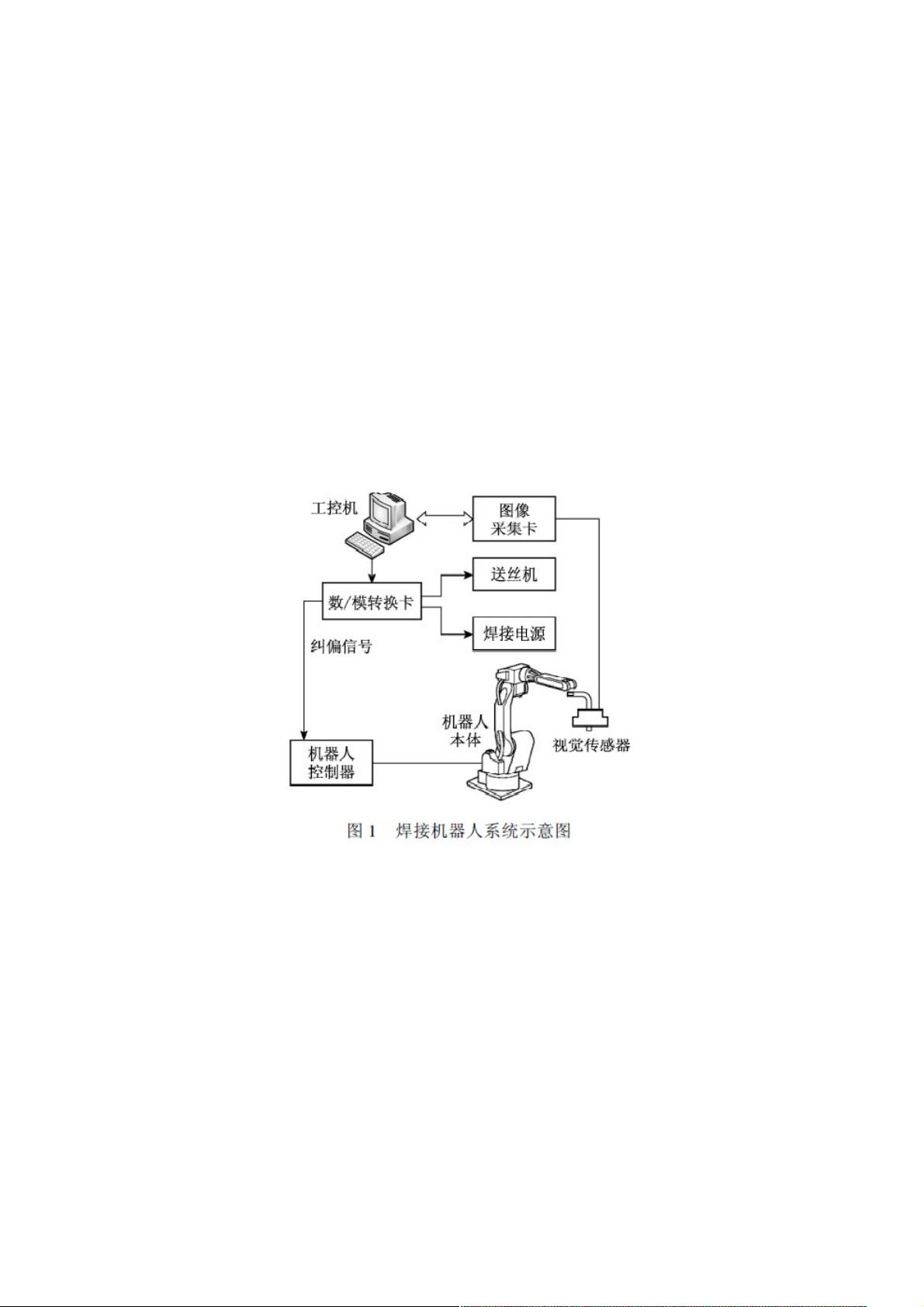
在本实验中, 执行机构包括日本安川电机公司的HP6 型焊接机器人, 两轴翻转变位机, 单轴头尾式变位机, 日本OT C 公司生
产的IN VERTERELESON 500P 型交直流两用GT AW 焊接电源,CM-271 型送丝机和HC-71 型送丝控制箱. 控制系统为研华公
司的工控机, 传感系统为自行开发的CCD 被动光视觉系统, 以及图像采集卡. 整个系统如图1 所示.
考虑到LF6 铝合金薄板的焊接性, 采用交流脉冲焊进行焊接, 脉冲频率为2 H z, 基值电流为50 A,峰值电流为125 A, 焊接速
度为2. 6 mm/ s.
1. 2 图像采集与处理图像采集与处理
1. 2. 1 开小窗口分析法
采用“小窗口”获取焊缝特征信息, 在焊缝区域开了一个100 帧x120 帧的小窗口, 仅对此窗口内的图像进行处理. 该窗口包含
了进行焊缝跟踪所需要的特征信息, 又削减了大量不必要的图像信息. CCD 摄像机和送丝嘴都固定在焊枪上, 也就是焊枪、钨
极、送丝嘴在图像平面投影的相对位置是不变的, 同时在试验前已经将CCD 摄像机的轴心、焊枪轴心以及焊缝调节到了同一个
平面上, 如此, 焊枪的轴线在图像平面上的投影为一条水平线, 为后续的跟踪提供了便利条件.
1. 2. 2 图像处理算法
在试验中, 首先提取到焊缝的上下边缘, 经过去除伪点之后进行二乘法拟合, 得到焊缝中心线. 图像处理算法流程主要包括图
像复原、中值滤波、边缘寻找、伪点去除及二乘法拟合, 如图2 所示 .
下载后可阅读完整内容,剩余3页未读,立即下载
2008-10-09 上传
2021-08-07 上传
2020-10-20 上传
2023-05-18 上传
2023-09-22 上传
2023-02-07 上传
2023-09-22 上传
2023-06-13 上传
2023-06-02 上传

weixin_38668754
- 粉丝: 3
- 资源: 972
 我的内容管理
展开
我的内容管理
展开







最新资源
- WPF渲染层字符绘制原理探究及源代码解析
- 海康精简版监控软件:iVMS4200Lite版发布
- 自动化脚本在lspci-TV的应用介绍
- Chrome 81版本稳定版及匹配的chromedriver下载
- 深入解析Python推荐引擎与自然语言处理
- MATLAB数学建模算法程序包及案例数据
- Springboot人力资源管理系统:设计与功能
- STM32F4系列微控制器开发全面参考指南
- Python实现人脸识别的机器学习流程
- 基于STM32F103C8T6的HLW8032电量采集与解析方案
- Node.js高效MySQL驱动程序:mysqljs/mysql特性和配置
- 基于Python和大数据技术的电影推荐系统设计与实现
- 为ripro主题添加Live2D看板娘的后端资源教程
- 2022版PowerToys Everything插件升级,稳定运行无报错
- Map简易斗地主游戏实现方法介绍
- SJTU ICS Lab6 实验报告解析
