ASM焊线技术详解:LOOP模式种类与参数
需积分: 13 51 浏览量
更新于2024-07-01
收藏 1.02MB PDF 举报
本文将深入解析ASM焊线工艺中的线性操作及其在半导体封测领域的重要应用。我们首先会讨论几种常见的焊接循环类型,包括LOOPINGTYPE(可能指不同的焊接路径模式),如Q-AutoLoop、Square-Loop、Penta-Loop以及M-Loop,它们各自涉及不同的焊线轨迹设计,如跨度长度(Span-Length)的控制和角度设置(如SpanAngle1和SpanAngle2)。
PROCESSTRAININGONAB339EAGLE部分可能是在介绍针对AB339 Eagle型号设备的具体过程训练,这涉及到对焊接设备的操作参数调整,如空气压力和工艺流程训练,确保焊点的质量一致性。
Square-Loop和Penta-Loop可能指代特定的焊接模式,Square-Loop可能意味着线性且方形的焊点排列,而Penta-Loop则可能包含了五个焊点的周期,可能涉及到五边形或交错的路径设计。TwistMotion可能指的是在某些循环中引入的旋转动作,以优化焊接效果。
BONDINGSEQUENCE章节详细说明了焊点的形成顺序,包括不同的焊接阶段,如FAB(可能指工艺流程阶段,如焊接、冷却等)、W/CClose和W/COpen(可能是打开或关闭焊钳的动作)、以及与搜索高度(SrchHt)、速度(SrchSpeed)、接触力和时间相关的参数。比如,实际搜索高度是理论值的四倍除以搜索速度,以及释放时间和力量的设定。
FABFORMATION部分可能涉及了焊点形成时的工艺参数,如影响力(ImpactForce)、稳定时间(LW-stabletime)、样品采集时间(HW-sampletaking)以及首搜索高度(1stSearchHeight)。
BONDINGSEQUENCE的详细描述表明了整个焊接过程的精确控制,包括搜索位置的精度(SearchPosTol)、搜索时间(SearchTime)、接触时间(ContactTime)、基础时间(BaseTime)、释放时间(ReleaseTime)以及这些动作所对应的力(Force)和功率设置。
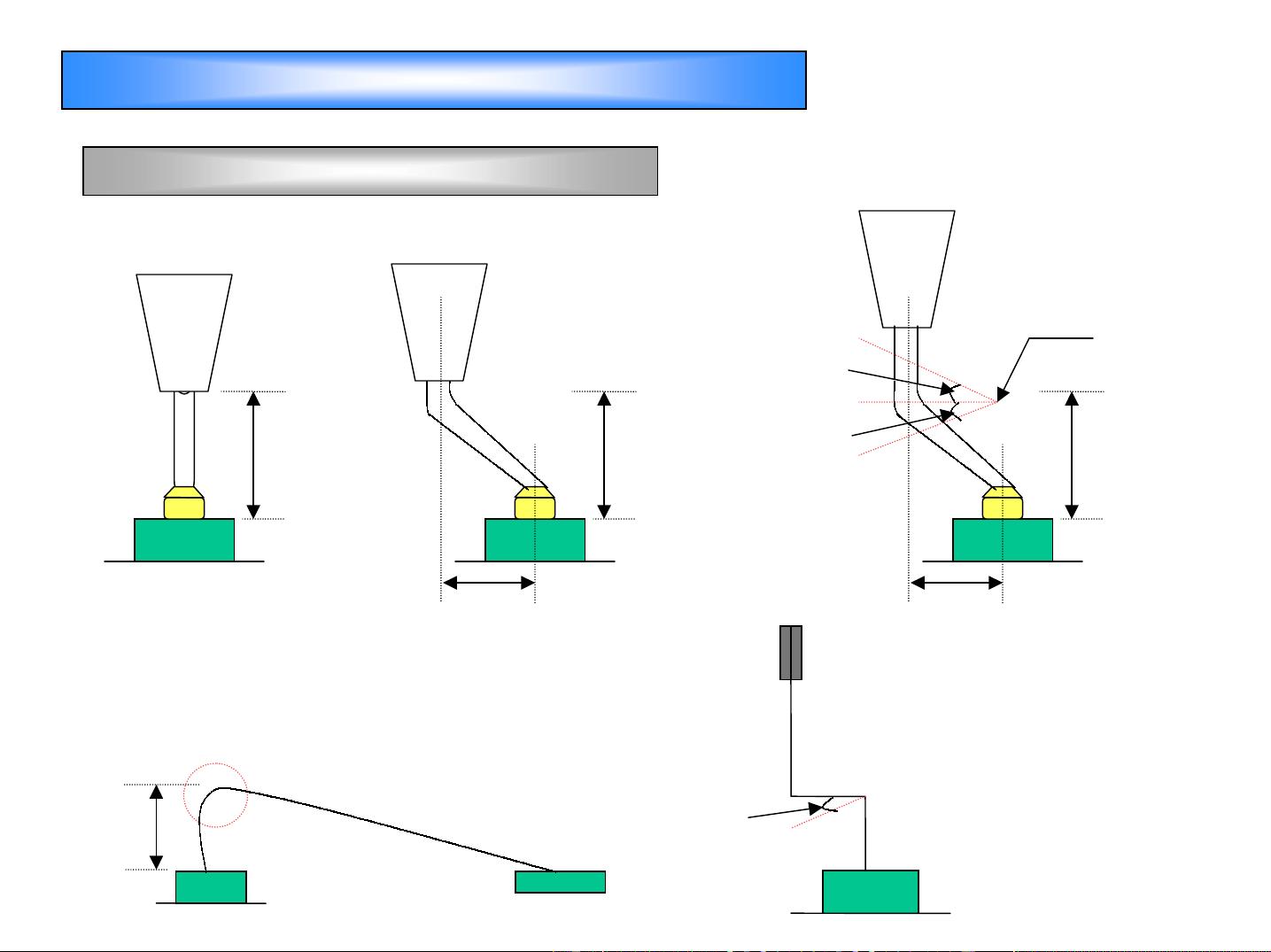
BALLDEFORMATION部分探讨的是焊球变形的影响因素,这是衡量焊接质量的关键指标之一,涉及到工艺参数的优化以防止球形焊点变形。
REVERSEDISTANCEANGLE可能涉及到焊点间距或方向的逆向测量,这对于保持良好的焊点分布和互连性能至关重要。
本文围绕ASM焊线工艺的LOOP操作,重点讲解了不同类型的循环设计、工艺参数调整、焊点形成顺序和关键工艺参数的控制,旨在确保半导体封测过程中焊线的高质量和一致性。每个部分都与实际的生产流程紧密相关,对于理解和优化封装技术至关重要。
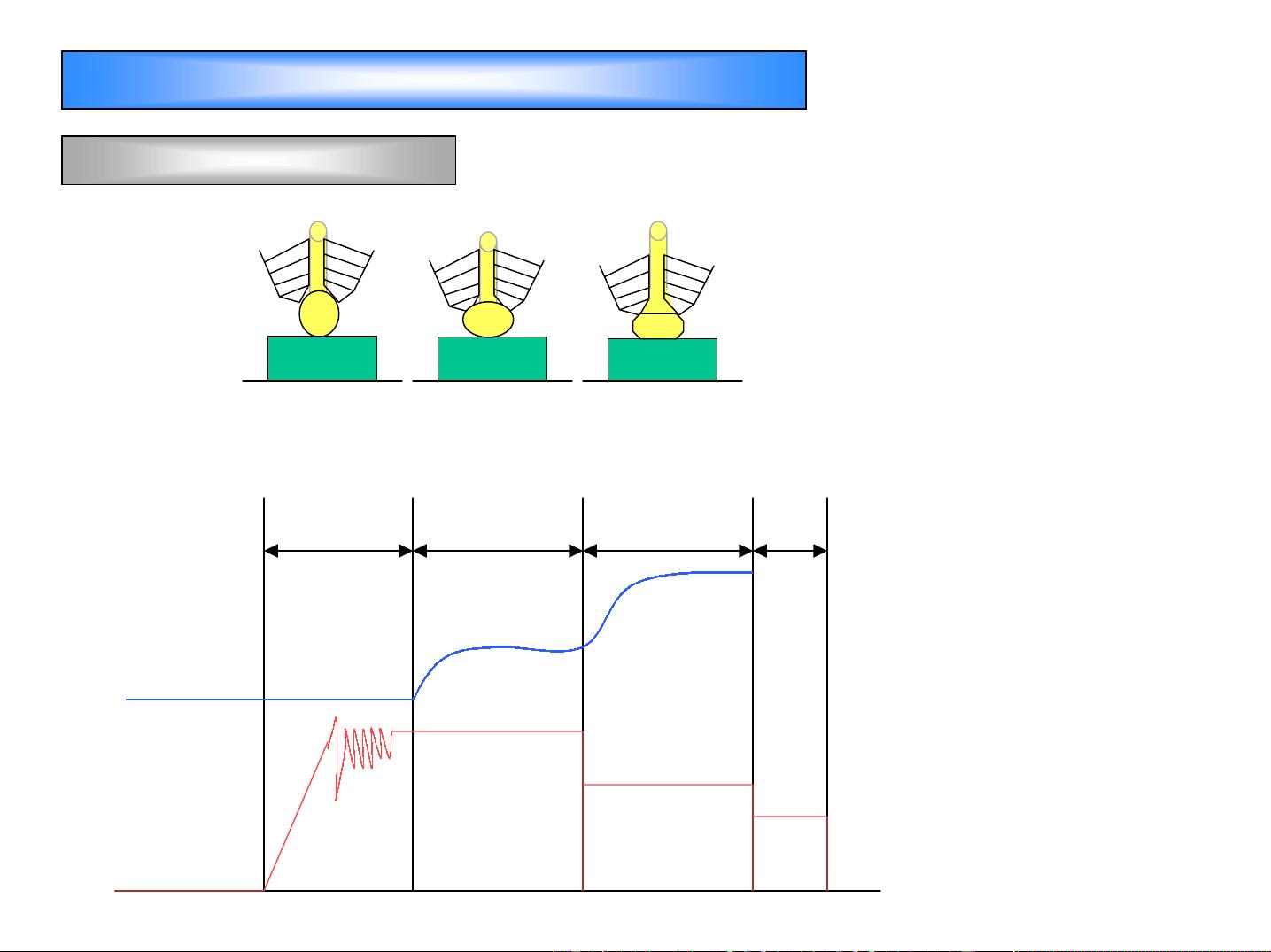
BONDING SEQUENCE
BONDING SEQUENCE
Search Time Contact Time Base Time
Release
Time
Force
Power
*Release time = 2ms (Ftn 15/ 16
- servo parameter- force- Blk 4 )
Impact Contact Base Release
BALL DEFORMATION
BALL DEFORMATION
剩余25页未读,继续阅读
2021-09-10 上传
2023-12-09 上传
2021-11-10 上传
2021-10-14 上传
2021-09-29 上传
2014-01-06 上传
2022-11-13 上传

冰冻的肥皂泡
- 粉丝: 2
- 资源: 5
 我的内容管理
展开
我的内容管理
展开







最新资源
- 基于Python和Opencv的车牌识别系统实现
- 我的代码小部件库:统计、MySQL操作与树结构功能
- React初学者入门指南:快速构建并部署你的第一个应用
- Oddish:夜潜CSGO皮肤,智能爬虫技术解析
- 利用REST HaProxy实现haproxy.cfg配置的HTTP接口化
- LeetCode用例构造实践:CMake和GoogleTest的应用
- 快速搭建vulhub靶场:简化docker-compose与vulhub-master下载
- 天秤座术语表:glossariolibras项目安装与使用指南
- 从Vercel到Firebase的全栈Amazon克隆项目指南
- ANU PK大楼Studio 1的3D声效和Ambisonic技术体验
- C#实现的鼠标事件功能演示
- 掌握DP-10:LeetCode超级掉蛋与爆破气球
- C与SDL开发的游戏如何编译至WebAssembly平台
- CastorDOC开源应用程序:文档管理功能与Alfresco集成
- LeetCode用例构造与计算机科学基础:数据结构与设计模式
- 通过travis-nightly-builder实现自动化API与Rake任务构建
