无缝钢管生产中定心机控制系统的误动作解决与优化
需积分: 9 82 浏览量
更新于2024-08-11
收藏 266KB PDF 举报
"定心机控制系统中的位置与误动作问题及处理 (2010年)"
在无缝钢管生产过程中,定心机是一种关键设备,用于在管坯穿孔前对其前端进行热定心处理,以确保穿孔过程的顺利进行。定心机的控制系统设计至关重要,因为它直接影响到设备的稳定性和效率。本文主要探讨了定心机控制系统中遇到的位置精确控制以及热金属检测器误动作的问题,并提出了相应的解决方案。
首先,定心机在管坯定心前需精确停在特定位置,这对控制系统的精度要求很高。为了解决这个问题,作者提出了“量化惯性加挡板”的控制策略。这一方法通过精确计算和控制管坯的运动惯性,结合挡板的物理阻挡,使得管坯能够准确地在设定位置停止,从而保证了定心操作的准确性。
其次,热金属检测器的误动作是另一个挑战,特别是在没有管坯到来时,可能导致系统的不必要启动或停止。为解决这个问题,作者采用可编程逻辑控制器(PLC)进行编程,通过智能判断和控制逻辑,确保只有在真正检测到热管坯时才触发后续的操作流程,避免了误动作的发生,增强了系统的可靠性。
控制系统的设计不仅包括理解工艺流程,还需要考虑硬件组件的选择和布局。例如,选择合适的执行器件(如液压或气动元件)、信号反馈器件(如传感器和继电器)、控制柜和操作台,以及成本优化。在实际应用中,选择知名品牌的元件可以提高系统的稳定性和使用寿命。
此外,系统还包含了多个延时控制环节,如辑道的停止和反转、夹紧和复位的动作等,这些延时设计是为了确保各个动作之间的协调,防止因过快的动作转换导致的设备损坏或定心效果不佳。
定心机的控制系统设计是一项综合性的工程,需要考虑工艺流程、控制策略、硬件选型以及成本效益。文中提出的“量化惯性加挡板”控制方法和PLC编程的应用,有效地解决了位置控制和误动作问题,实现了定心机控制系统的高效稳定运行。这样的解决方案对于无缝钢管生产行业的自动化提升具有积极的借鉴意义。
第
31
卷第
1
期
太原科技大学学报
Vo
l.
31
No.l
2010
年
2
月
JOURNAL
OF TAIYUAN UNIVERSITY OF SCIENCE
AND
TECHNOLOGY
Feh.20
1O
文章编号:
1673 - 2057
(2010)
01
-∞
42
-04
定心机控制系统中的位置与误动作问题及处理
李斌,同育全,申宝成
(太原科技大学,太原
03
∞
24)
摘
要:定心机是无缝钢管生产中,管坯穿孔前在线热状态下,对管坯前端面实行预先热定心工艺
的一种机械。设计这种控制系统的核心是理解并分类设备的工艺,进而设计一个简单实用的控制系统。
管坯定心前的准确停止位置问题及没有管坯到来而出现的热金属检测器误动作问题是影响定心机控制
系统正常运行的难题,为解决这一问题,提出了一种"量化惯性加挡板"的控制方法,解决了准确停止位
豆问题,对于没有管坯到来而出现的热金属检测器误动作问题,采用了
PLC
编程得到解决。经实践证
明,控制系统设计合理,运行可靠。
关键词:定心机;控制系统;设备调试
;PLC
编程
中图分类号:TP2
06
+ • 3
文献标识码
:A
定心机的主要作用是在管坯穿孔前对管坯定
心,使穿孔机更容易咬人,改善穿孔后前端偏壁缺
陷,减少钢管切头长度
[1]
。通常定心机由辘道(可
正反转)、热金属检测器、托料(可上下调整)装置、
挡料装置、来紧装置、定心装置和翻钢机构等部分
组成。其控制工艺是管坯→辑道→热金属检测
器→辑道停止→定心缸夹紧→压力继电器(或者限
位开关或时间继电器)→定心缸定心→压力继电器
(或者限位开关或时间继电器)→定心缸复位→延
时停止→夹紧缸复位→延时停止→辑道反转→延
时停止→翻钢"。
1
定心机控制系统设计
设计一个实用的控制系统,首先要全面了解系
统的工艺。其次是对控制系统进行组成设计,包括
执行器件、信号反馈器件、控制柜、操作台等。第三
是系统成本设计,包括选择元件的品牌。
1.
1
定心机控制系统工艺
定心机自动控制系统是按定心工艺实施机前辑道
正转,使热钢坯输送到定心机,当热金属检测器检测热
管坯时,辘道延时停止,井开始夹紧,待夹紧完成(压力
继电器或时间继电器动作)后,开始定心,待定心完成
收稿日期
:2
∞
8
-09-0
8
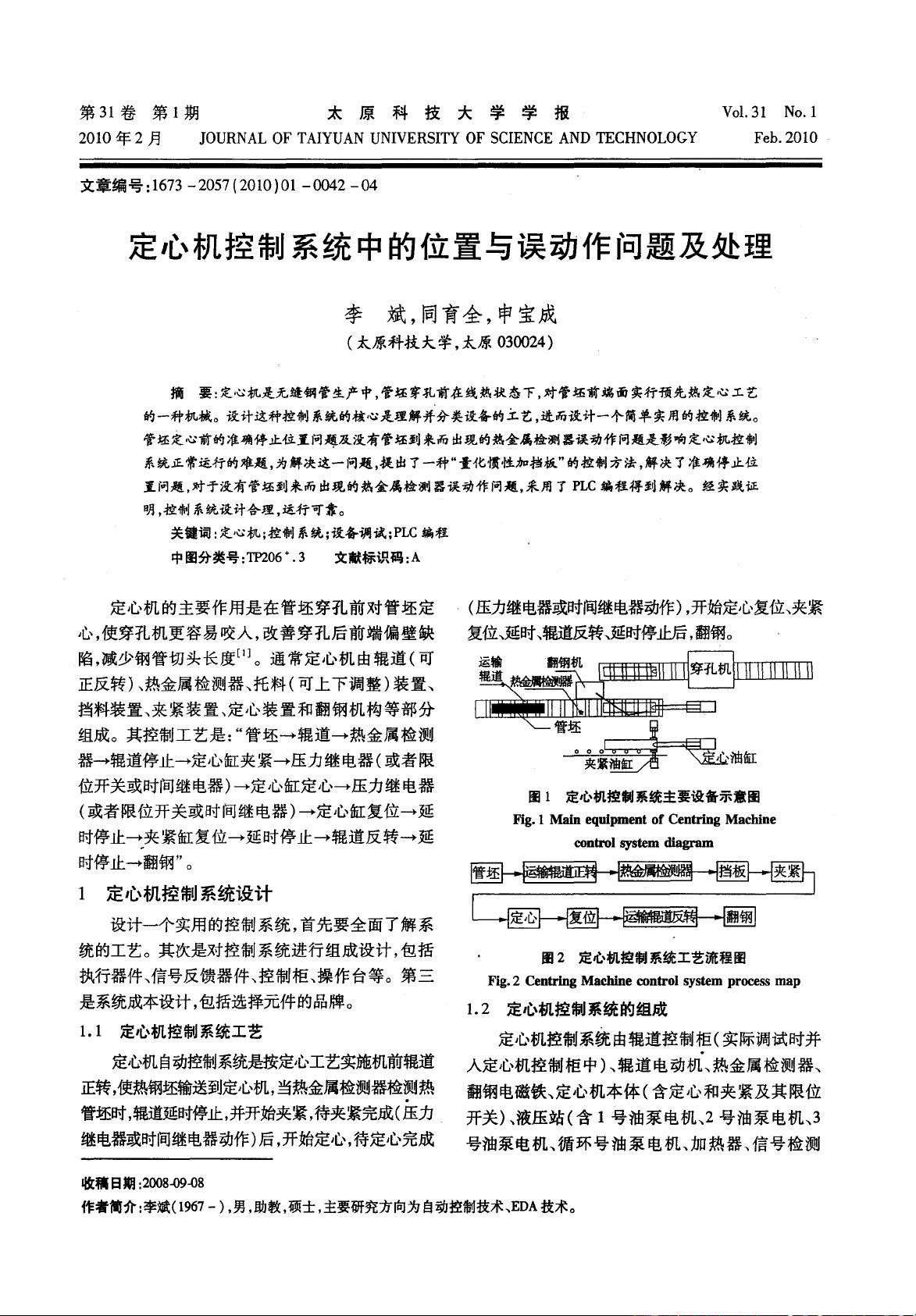
(压力继电器或时间继电器动作)
,开始定心复位、夹紧
复位、延时、辑道反转、延时停止后,翻钢。
器叫」里dt!t:tt1祀
111111
穿孔机
\一一一一『\..J
||唰翩翩
1111
比
1111
咽耳畔=主口
管坯
国
夹紧理
L
吕
也户、泊缸
图
l
定心机控制系统主要设备示意图
Fi
g.
1 Main equipment of Centring Machine
四目
trol
system diagram
匿坠匾噩噩→脸酣赞→匿塾+医塾
1
定心
复位
、
翻钢
固
2
定心机控制系统工艺流程图
Fig. 2 Centring Machine
ωntrol
system
prωess
map
1.
2
定心机控制系统的组成
定心机控制系统由辑道控制柜(实际调试时并
人定心机控制柜中)、辑道电动机、热金属检测器、
翻钢电磁铁、定心机本体(含定心和夹紧及其限位
开关)、液压站(含
1
号油泵电机、
2
号油泵电机、
3
号油泵电机、循环号油泵电机、加热器、信号检测
作者简介:李斌(1
967
-),男,助教,硕士,主要研究方向为自动控制技术、
EDA
技术。
下载后可阅读完整内容,剩余3页未读,立即下载
2023-05-08 上传
2020-12-21 上传
2021-04-20 上传
2024-04-21 上传
2020-11-24 上传
2021-12-21 上传
2021-03-20 上传

weixin_38558186
- 粉丝: 4
- 资源: 878
 我的内容管理
展开
我的内容管理
展开







最新资源
- 掌握Jive for Android SDK:示例应用的使用指南
- Python中的贝叶斯建模与概率编程指南
- 自动化NBA球员统计分析与电子邮件报告工具
- 下载安卓购物经理带源代码完整项目
- 图片压缩包中的内容解密
- C++基础教程视频-数据类型与运算符详解
- 探索Java中的曼德布罗图形绘制
- VTK9.3.0 64位SDK包发布,图像处理开发利器
- 自导向运载平台的行业设计方案解读
- 自定义 Datadog 代理检查:Python 实现与应用
- 基于Python实现的商品推荐系统源码与项目说明
- PMing繁体版字体下载,设计师必备素材
- 软件工程餐厅项目存储库:Java语言实践
- 康佳LED55R6000U电视机固件升级指南
- Sublime Text状态栏插件:ShowOpenFiles功能详解
- 一站式部署thinksns社交系统,小白轻松上手
