加速启动瞬态过程:双臂集群晶圆重访工具的调度与分析
126 浏览量
更新于2024-08-26
收藏 826KB PDF 举报
"这篇研究论文探讨了晶圆重访的双臂集群工具在启动瞬态过程中的调度和分析问题。随着晶圆直径的增大和批次规模的减小,晶圆制造过程中过渡期的次数增多。在某些工艺如原子层沉积中,晶圆需要多次返回到某些工艺模块,形成所谓的重访过程。以往的研究主要集中在集群工具的稳态调度上,而针对带有重访过程的双臂集群工具的启动瞬态过程的研究则相对较少。为了加速启动瞬态过程,论文采用了一种程序评价和审查技术,并开发了优化算法来解决双臂集群工具的调度问题。此外,它们还考虑了实际生产环境中的约束,如设备设置时间、晶圆处理时间以及不同工艺之间的依赖关系等。"
在这篇论文中,作者首先介绍了晶圆制造行业的一个关键挑战,即随着技术的进步,晶圆直径的扩大和小批量生产导致了更多过渡期的存在。这些过渡期对生产效率有显著影响,尤其是在涉及晶圆重访的工艺流程中。晶圆重访是指晶圆在完成一个工艺步骤后,需要再次回到同一或不同的工艺模块进行后续处理。
接着,论文重点关注了双臂集群工具,这种工具具有两个独立的工作臂,能够同时处理两个晶圆,从而提高生产效率。然而,在启动阶段,工具需要从空闲状态逐步进入满负荷运行,这个启动瞬态过程可能会导致效率低下。为了解决这个问题,作者采用了程序评价和审查技术(PERT)来分析这一过程,这是一种在项目管理和工程优化中常用的工具,用于评估任务的持续时间和依赖性。
通过应用PERT,作者设计并提出了优化算法,旨在最小化启动瞬态过程的时间。这些算法考虑了设备设置时间、晶圆处理时间的差异,以及工艺间的复杂交互,以确保在满足工艺顺序和设备限制的同时,实现最高效的晶圆调度。
论文还可能详细讨论了各种实验结果和仿真分析,展示了提出的调度算法相对于传统方法的优势。这些实验可能包括不同的场景模拟,如不同大小的晶圆批次、变化的工艺参数和设备故障等情况,以验证算法的鲁棒性和适应性。
这篇论文为晶圆制造领域提供了一个新的视角,特别是在处理复杂工艺流程和提高生产效率方面。通过对启动瞬态过程的深入理解和优化,它为晶圆重访的双臂集群工具的高效运行提供了理论支持和实用策略。
162 IEEE TRANSACTIONS ON SEMICONDUCTOR MANUFACTURING, VOL. 28, NO. 2, MAY 2015
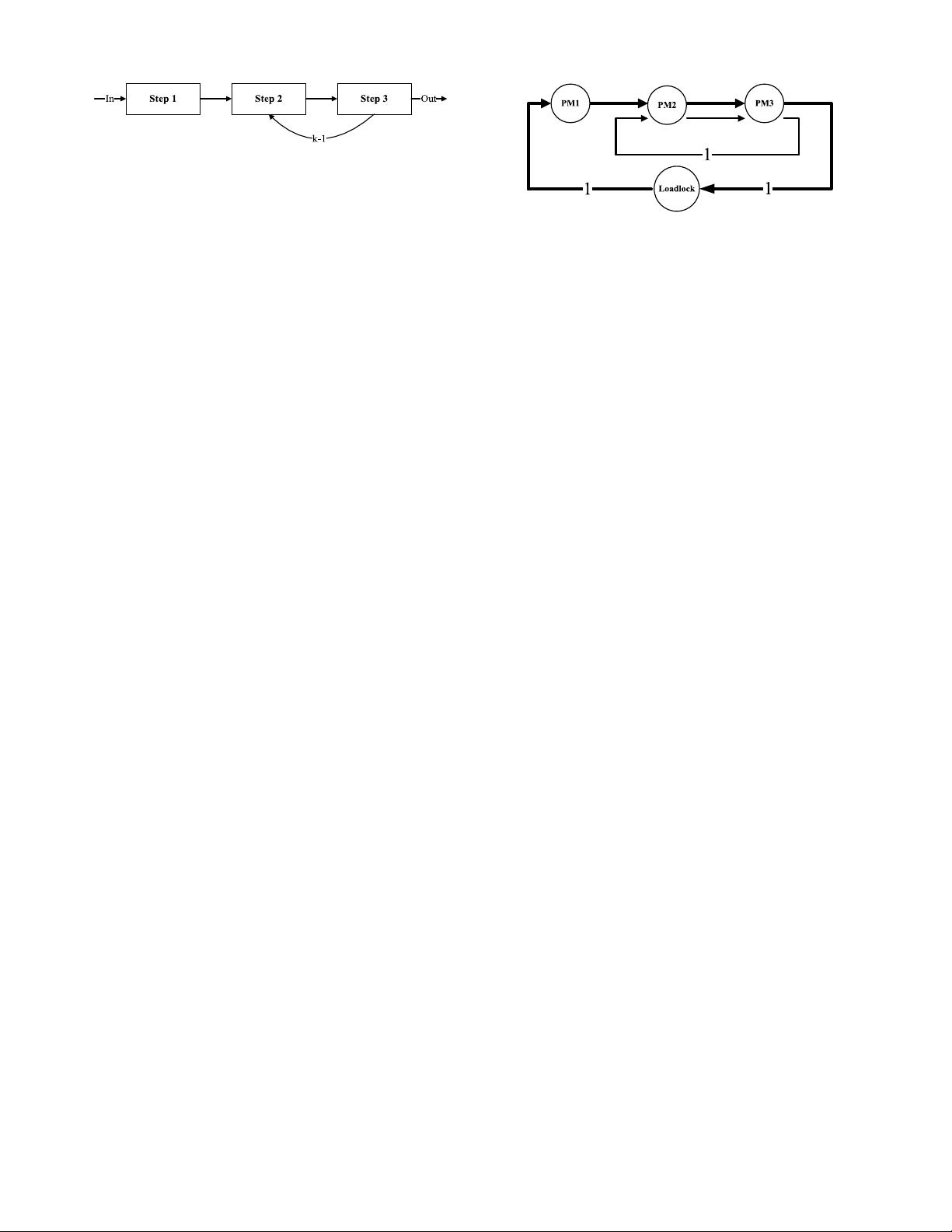
Fig. 2. Wafer flow for ALD process.
is typical and thus considered as an example in this paper.
For an ALD process, the thickness of the deposition layer is
determined by the number of revisiting times [15]. In an ALD
process, there are three steps, and a wafer visits Step 1 once,
and then Steps 2 and 3 for k ≥ 2 times as shown in Fig. 2,
where k is determined by a process plan. Let d
i
be the number
of PMs for Step i, then the wafer flow pattern for ALD can
be denoted as (d
1
,(d
2
, d
3
)
k
) with (d
2
, d
3
)
k
being the revis-
iting process. Often, when a wafer revisits a step it requires
exactly the same processing environment as it previously vis-
its this step. Consequently, each step is composed of only
one PM, or d
1
= d
2
= d
3
= 1. Then, it is assumed that
PM
1
,PM
2
, and PM
3
are used to process wafers at Steps 1–3,
respectively. Thus, the wafer flow pattern of an ALD process
can be denoted as (PM
1
,(PM
2
, PM
3
)
k
) with (PM
2
, PM
3
)
k
being a k-revisiting process. Without loss of generality and
to make the paper easy to follow, we assume that k = 2,
i.e., (PM
1
,(PM
2
, PM
3
)
2
).
B. Activity Description
There are several processing steps in a cluster tool for wafer
fabrication. The LLs can also be seen as a wafer processing
step. Hence, we treat the LLs as Step 0. According to [29], in
operating a cluster tool, PM activities follow the robot tasks.
Thus, it is critically important to schedule robot activities.
They include unloading a wafer from a PM, moving from
a PM to another with a wafer carried, loading a wafer into
a PM, moving from a PM to another without carrying a wafer,
and waiting. The key is to schedule the robot activities given
the tool’s status and process requirements. We use u
i
and l
i
to denote the robot unloading and loading a wafer from and
into PM
i
, i ∈ N
3
= {1, 2, 3}, respectively. As mentioned in
Section I, a swap strategy is efficient for scheduling dual-arm
cluster tools. A swap operation at PM
i
is executed as follows:
the robot holds a wafer in one arm → unloads a processed
wafer from PM
i
by the other arm → the robot rotates → loads
arawwaferintoPM
i
. In this way, a swap operation at PM
i
is
completed. It follows from this process that l
i
and u
i
together
with a rotation form a swap operation at Step i, i ∈ N
3
, and
we use s
i
to denote it. We use m
ij
to denote the robot mov-
ing from Steps i to j. In this paper, Steps 2 and 3 together
form a revisiting process. Therefore, m
32
represents the robot
moving from Steps 3 to 2.
For the purpose of scheduling, the temporal aspect for each
activity is necessary. The time taken for unloading a wafer is
denoted as α. Similarly, the time taken for loading a wafer
into a PM and moving from a PM to another are denoted as
β and μ, respectively. Although a swap operation includes
unloading and loading, the time taken for a swap operation is
not simply their sum. We use λ to denote its time. Besides
the robot activities, we use a
i
to denote the wafer processing
time at Step i, i ∈ N
3
.
Fig. 3. Wafer flow process by using one-wafer schedule.
C. One Wafer Scheduling Strategy
Let us recall how to obtain an optimal periodic schedule
for the k = 2 case. We use m
ij
to denote robot moving from
PM
i
to PM
j
.Letl
0
and u
0
denote robot’s loading and unload-
ing a wafer into and from an LL, respectively. In the revisiting
process (PM
2
, PM
3
)
2
, robot’s task sequence σ
1
=swapping
at PM
3
→ m
32
→ swapping at PM
2
→ m
23
forms a cycle
and it is called a local cycle. Sequence σ
2
=swapping at
PM
3
→ m
30
→ l
0
→ u
0
→ m
01
→ swapping at PM
1
→
m
12
→ swapping at PM
2
→ m
23
forms a cycle involving
all PMs once and it is a global cycle. A one-wafer schedule
should contain one local and one global cycle as shown in
Fig. 3. It is optimal in terms of cycle time according to [23].
Let M = {S
1
, S
2
, S
3
, S
4
} denote a state of the system,
where S
i
= {W
d
(q)}, i ∈ N
3
, and W
d
(q)isthed-th wafer
released to the system with its q-th operation being processed
in PM
i
(Step i). S
4
= {R
j
(W
d
(q)} represents the d-th wafer
held by the robot with its q-th operation to be processed at
Step j, j ∈ N
3
. For an optimal one-wafer steady-state sched-
ule, according to [23], the tool should start from state M
i
= {W
3
(1), W
1
(2), W
2
(3), R
1
(W
4
(1))} which is called the
first desired steady state. At this state, the 3rd, 1st and 2nd
wafers are being processed in PM
1
, PM
2
, and PM
3
for their
1st, 4th, and 3rd operations, respectively. At the same time, the
robot holds the 4th wafer with the 1st operation to be processed
at Step 1. From this state, by performing σ
3
=swapping
at PM
1
→ m
12
→ swapping at PM
2
→ m
23
, the system
enters state M
i+1
= {W
4
(1), W
3
(2), W
2
(3), R
3
(W
1
(5))}. Then,
by executing σ
1
, it reaches M
i+2
= {W
4
(1), W
2
(4), W
1
(5),
R
3
(W
3
(3))}. Finally, by executing σ
4
=swapping at PM
3
→
m
30
→ l
0
→ u
0
→ m
01
, M
i+3
= {W
4
(1), W
2
(4), W
3
(3),
R
1
(W
5
(1))} is reached. Notice that σ
3
and σ
4
together form
a global cycle, and M
i
and M
i+3
are equivalent. Therefore,
a period including a local and a global cycle is formed. During
this period, one wafer is unloaded from the LLs, while another
is completed and returns to the LLs.
Next, we analyze how the system can optimally enter the
first desired steady state from the idle state.
III. S
TART-UP TRANSIENT PROCESS SCHEDULING
In order to schedule the transient process from the idle state
to the required steady state, the program evaluation and review
technique (PERT) is applied based on network techniques.
By PERT, a network model is used to describe graphically the
precedence relationships of the activities in a project. Such
a network model is called a PERT model. The PERT has been
used in scheduling transient processes of a cluster tool [6].
剩余10页未读,继续阅读
2020-04-16 上传
2021-11-09 上传
2021-04-06 上传
2021-04-09 上传
2021-05-19 上传
2021-02-08 上传
2020-05-29 上传
2020-04-29 上传
2020-12-17 上传

weixin_38654415
- 粉丝: 4
- 资源: 1015
 我的内容管理
展开
我的内容管理
展开







最新资源
- Raspberry Pi OpenCL驱动程序安装与QEMU仿真指南
- Apache RocketMQ Go客户端:全面支持与消息处理功能
- WStage平台:无线传感器网络阶段数据交互技术
- 基于Java SpringBoot和微信小程序的ssm智能仓储系统开发
- CorrectMe项目:自动更正与建议API的开发与应用
- IdeaBiz请求处理程序JAVA:自动化API调用与令牌管理
- 墨西哥面包店研讨会:介绍关键业绩指标(KPI)与评估标准
- 2014年Android音乐播放器源码学习分享
- CleverRecyclerView扩展库:滑动效果与特性增强
- 利用Python和SURF特征识别斑点猫图像
- Wurpr开源PHP MySQL包装器:安全易用且高效
- Scratch少儿编程:Kanon妹系闹钟音效素材包
- 食品分享社交应用的开发教程与功能介绍
- Cookies by lfj.io: 浏览数据智能管理与同步工具
- 掌握SSH框架与SpringMVC Hibernate集成教程
- C语言实现FFT算法及互相关性能优化指南
