掌握SPC统计过程控制:Heizer第6章补充讲义
需积分: 1 185 浏览量
更新于2024-07-26
收藏 7.73MB PDF 举报
在Heizer和Render的《运营管理》第十版补充材料第六章中,主要探讨了统计过程控制(Statistical Process Control, SPC)的相关理论和实践应用。本章节涵盖了以下几个关键知识点:
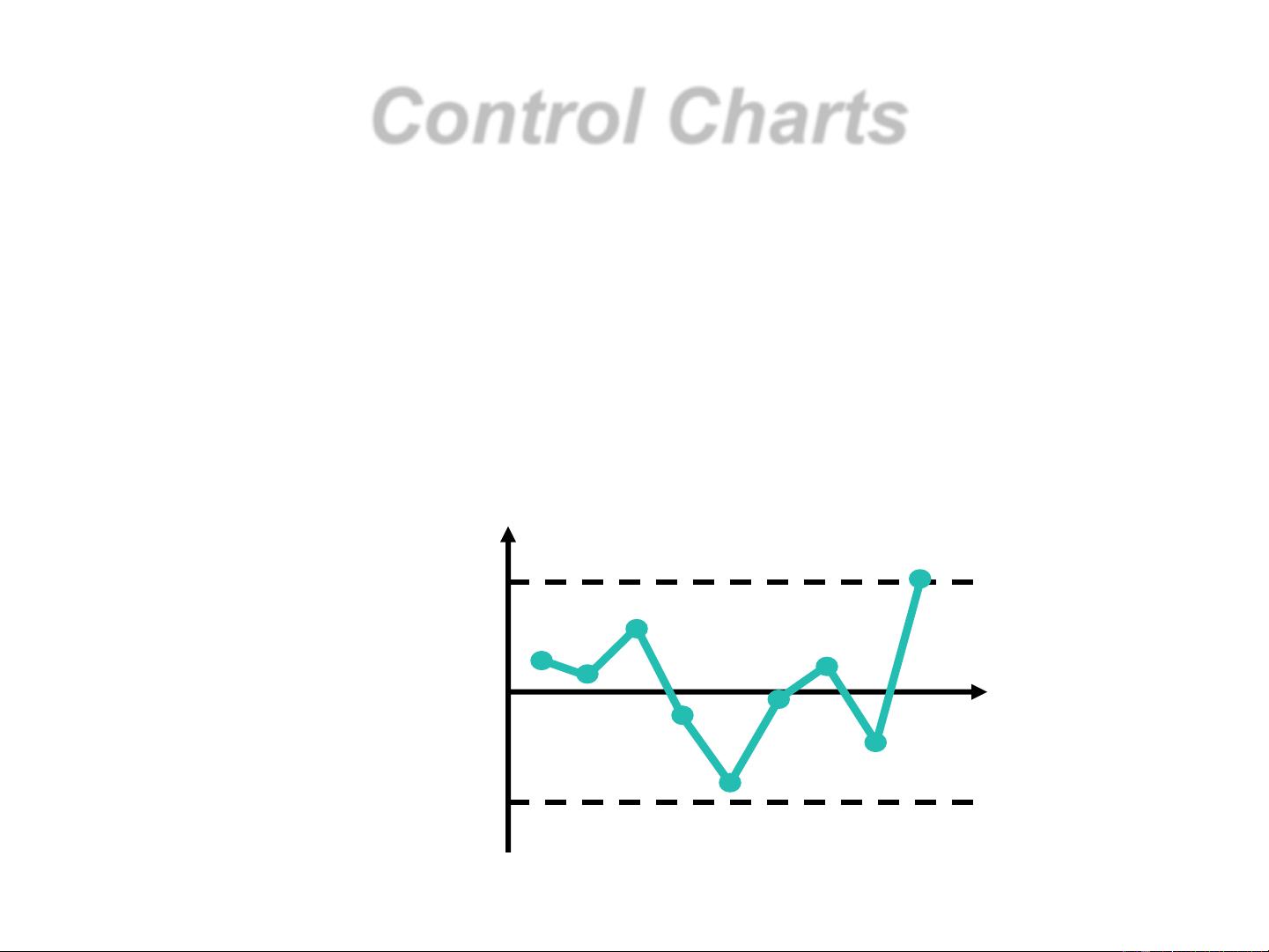
1. **统计过程控制**(Statistical Process Control, SPC):这是一种用于监控和改进生产过程的方法,通过图形化工具(如控制图)来识别并管理过程中的变异。它有助于维持过程稳定,防止异常波动,从而提高产品质量和效率。
2. **控制图类型**:
- **变量控制图**(X-Charts和R-Charts):X-Charts关注过程的均值变化,用来检测和调整过程的中心趋势;而R-Charts关注过程的变异性,测量的是数据点之间的差异。设置这些图表的上下限(即过程能力界限)是控制图使用的关键步骤。
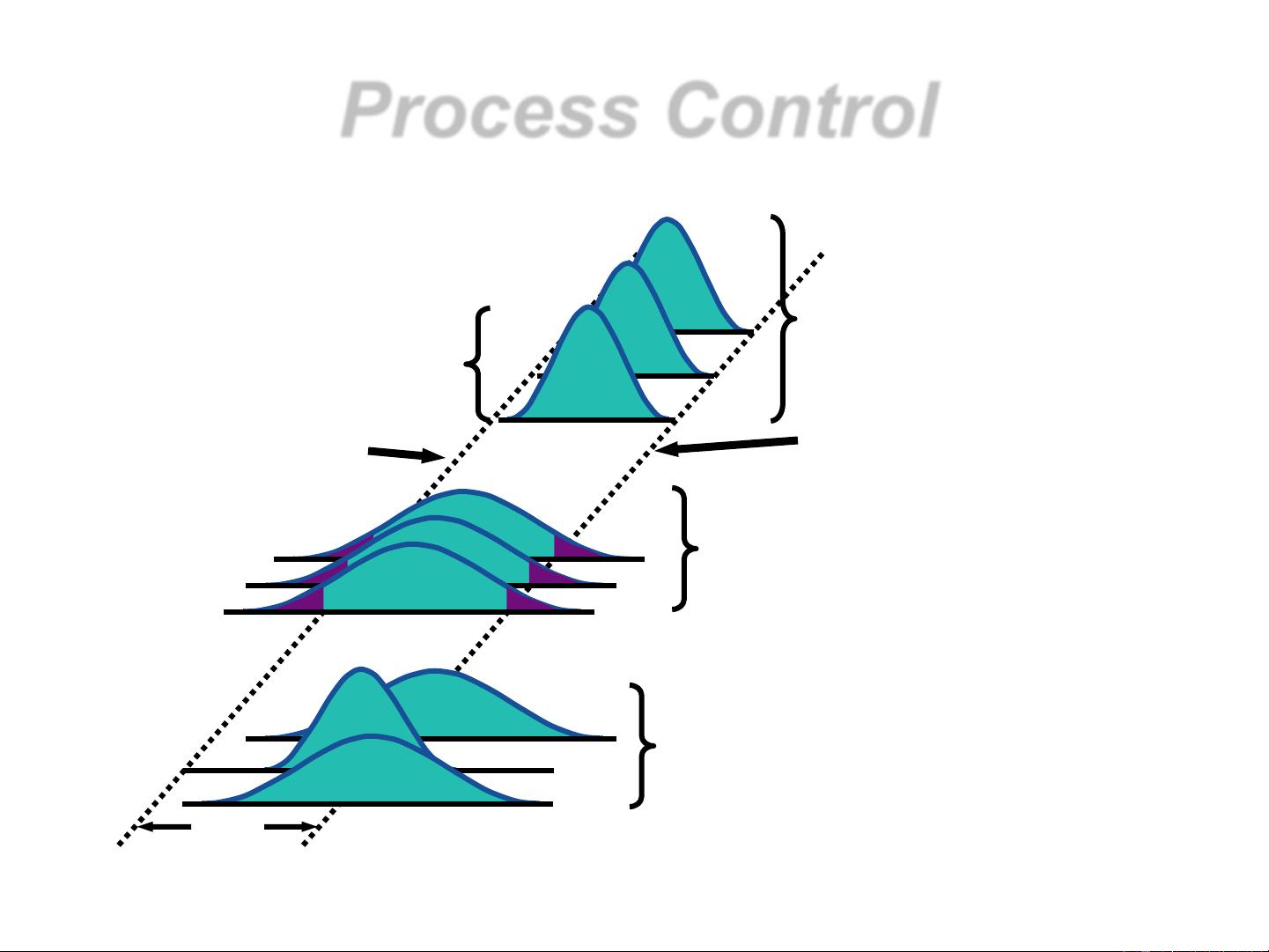
3. **中心极限定理**(Central Limit Theorem, CLT):这个定理指出,当样本大小足够大时,无论总体分布如何,样本均值的分布都会接近正态分布,这对于理解和构建控制图具有重要意义。
4. **过程能力**(Process Capability):衡量一个过程在正常操作下达到顾客需求的能力,包括过程能力指数Cp和Cpk,这两个指标提供了对过程稳定性和一致性的重要评估。
5. **接受性抽样**(Acceptance Sampling):一种质量控制方法,通过随机抽取少量产品样本检查其特性,以判断整批产品是否符合标准,而不是检验每个产品。
6. **运营特征曲线**(Operating Characteristic Curve, OOC):展示了不同样本大小下的抽样风险和过程性能的关系,帮助管理者做出决策。
7. **平均出货质量**(Average Outgoing Quality):控制图的最终目标是确保生产的产品质量达到或超过客户期望的水平,平均出货质量反映了这一目标的实现程度。
完成本章节的学习后,学生应能理解控制图的作用,运用中心极限定理,构建和解释X-Charts和R-Charts,以及理解过程能力和抽样策略,这些都是确保生产和质量控制过程有效运行的关键技能。
S6 - 13 © 2011 Pearson Education, Inc. publishing as Prentice Hall
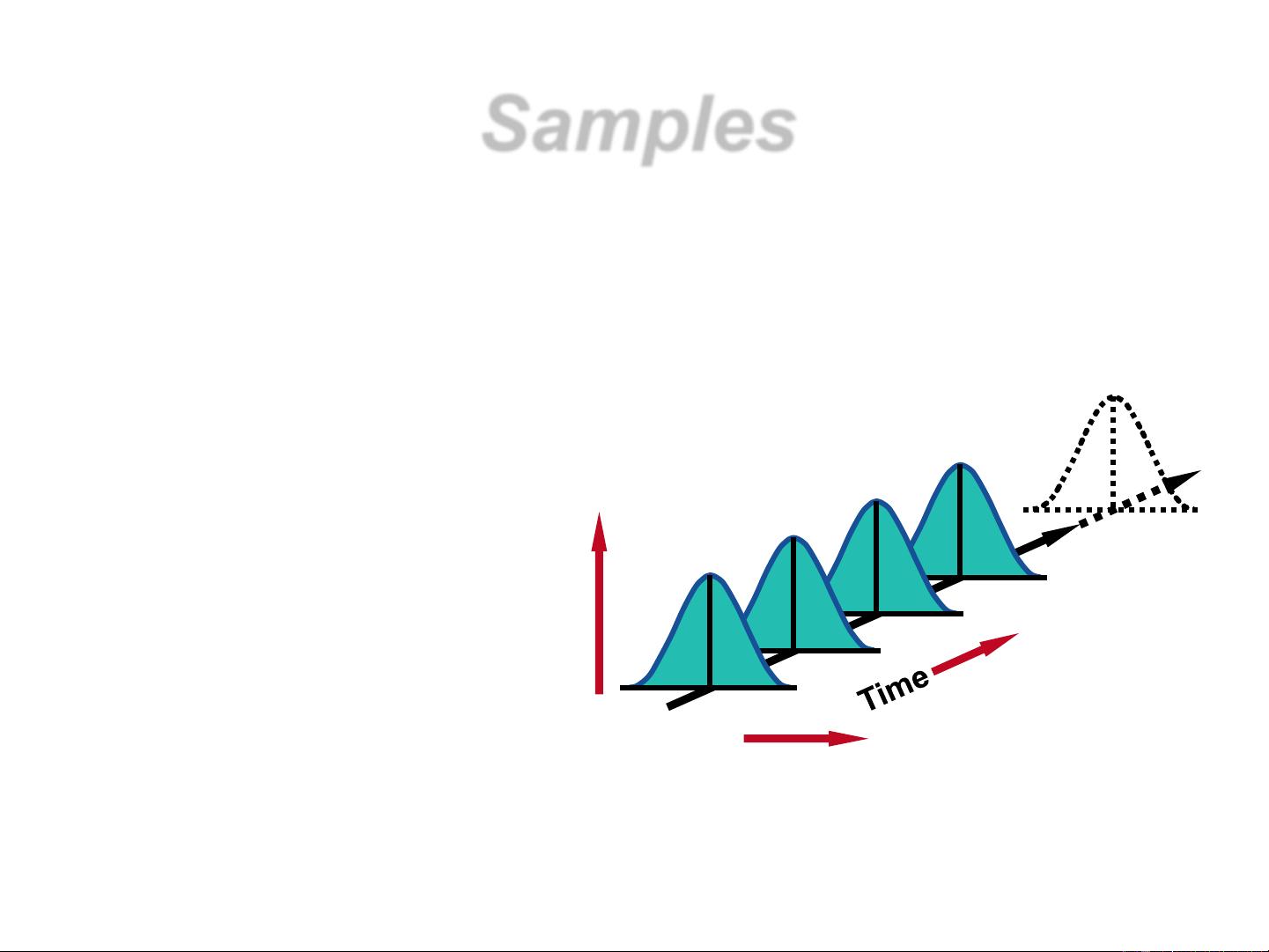
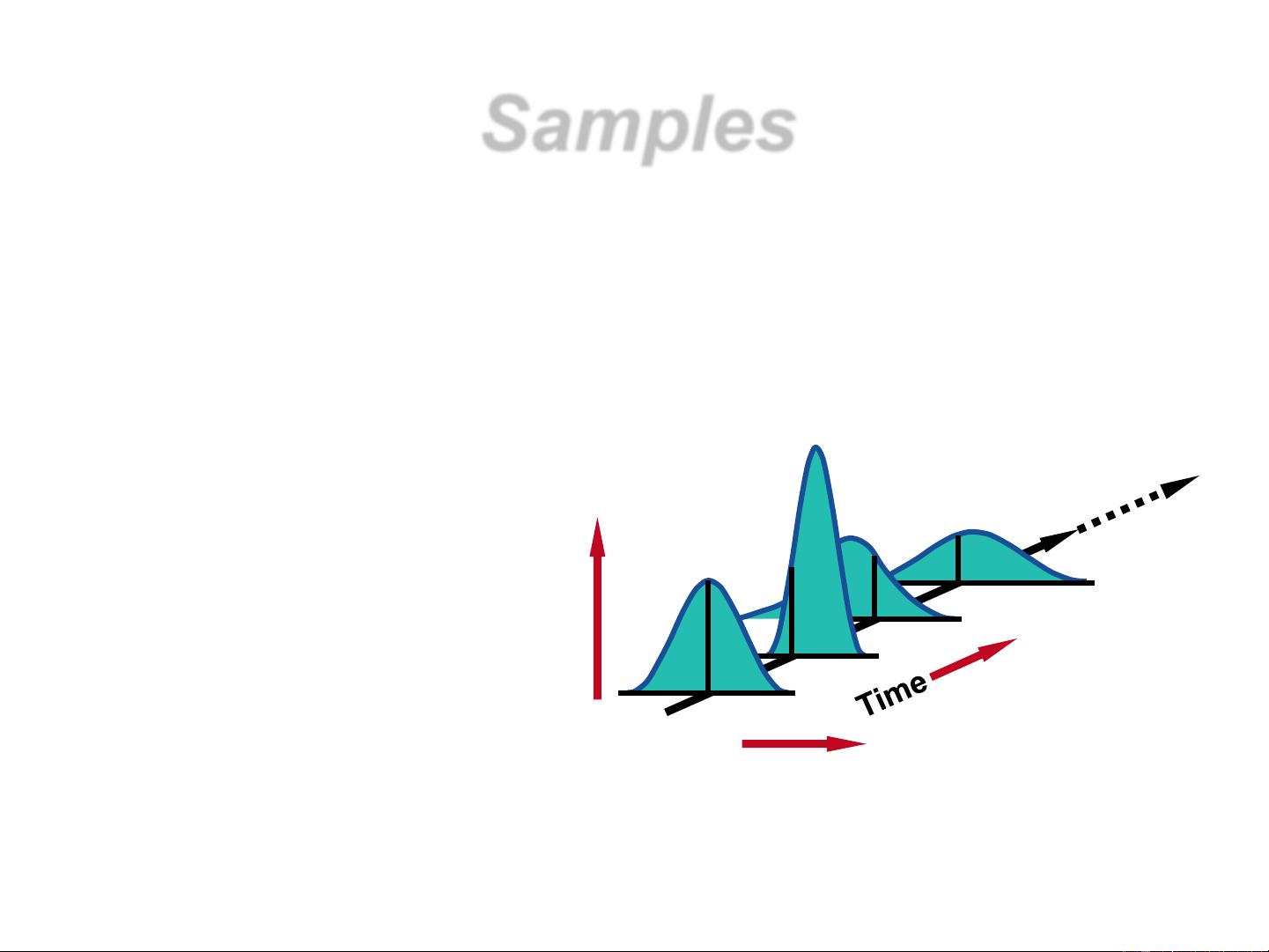
Samples
To measure the process, we take samples
and analyze the sample statistics following
these steps
(d) If only natural
causes of
variation are
present, the
output of a
process forms a
distribution that
is stable over
time and is
predictable
Weight
Frequency
Prediction
Figure S6.1
剩余77页未读,继续阅读
2013-02-28 上传
2024-09-14 上传
2024-09-14 上传

agilent2100
- 粉丝: 0
- 资源: 2
 我的内容管理
展开
我的内容管理
展开







最新资源
- OptiX传输试题与SDH基础知识
- C++Builder函数详解与应用
- Linux shell (bash) 文件与字符串比较运算符详解
- Adam Gawne-Cain解读英文版WKT格式与常见投影标准
- dos命令详解:基础操作与网络测试必备
- Windows 蓝屏代码解析与处理指南
- PSoC CY8C24533在电动自行车控制器设计中的应用
- PHP整合FCKeditor网页编辑器教程
- Java Swing计算器源码示例:初学者入门教程
- Eclipse平台上的可视化开发:使用VEP与SWT
- 软件工程CASE工具实践指南
- AIX LVM详解:网络存储架构与管理
- 递归算法解析:文件系统、XML与树图
- 使用Struts2与MySQL构建Web登录验证教程
- PHP5 CLI模式:用PHP编写Shell脚本教程
- MyBatis与Spring完美整合:1.0.0-RC3详解
