平辊轧制最优横移新方法——防止宽度波动与浪形缺陷
需积分: 5 57 浏览量
更新于2024-08-12
收藏 884KB PDF 举报
"采用平辊实现自由程序轧制最优横移方案新方法 (2002年)"
这篇2002年的论文主要探讨了在热连轧过程中如何通过优化工作辊横移策略来解决由宽带钢到窄带钢切换时引起的板厚波动和浪形缺陷问题。研究针对的是国内某2050mm热连轧机组,前5机架使用CVC(连续可变凸度)工作辊,而F6和F7机架则采用平工作辊。
在传统的宽带钢轧制过程中,如果随后立即进行窄带钢的轧制,可能会导致宽度方向上的板厚不均,进而形成浪形缺陷。为避免这一问题,论文提出了一种新的最优横移策略,尤其适用于平工作辊。该策略着重考虑了横移位置与辊缝轮廓形状之间的相互作用,旨在确保在板带与工作辊接触区域形成平滑的辊缝,从而实现自由程序轧制。
自由程序轧制允许在一个换辊周期内灵活地改变钢种、厚度和宽度,不再局限于由宽至窄的“棺”型规则,甚至可以实现窄至宽的宽度逆转,即“逆宽”轧制。然而,“逆宽”轧制可能导致轧辊局部磨损和热膨胀分布不均,造成板厚分布不均和质量问题。为此,工作辊横移技术被引入以改善这一状况,它有助于平滑宽度方向的板带轮廓。
论文作者通过解析“逆宽”轧制过程中的异常轮廓现象,提出了在F6和F7机架上使用平工作辊的优化横移策略。利用离线模拟方法,他们分析了该策略对带钢轮廓控制的影响,并成功将研究成果应用于实际的2050mm热连轧机组改造,取得了良好的效果。
关键词涉及带钢轧制、控制系统、最优横移、轮廓和自由程序轧制,表明论文的核心内容是研究和改进热连轧过程中的控制策略,以提高产品质量和生产效率。论文的研究成果对于提升我国钢铁行业的轧制技术水平具有重要的理论和实践意义。
收稿日期
基金项目 教育部高等学校博士学科点专项科研基金资助项目
作者简介 烫孔祥伟 男 辽宁鞍山人 东北大学博士研究生 王国栋 男 辽宁大连人 东北大学教授 博士生导师
年 月
第卷第期
东 北 大 学 学 报 自 然 科 学 版
Journal of Northeastern University Natural Science
Dec
Vol No
文章编号
采 用 平 辊 实 现 自 由 程 序 轧 制
最 优 横 移 方 案 新 方 法
孔祥伟 徐建忠 龚殿尧 王国栋
东北大学 轧制技术及连轧自动化国家重点实验室 辽宁 沈阳
摘 要 在轧制宽带钢之后轧制窄带钢的轧制次序将会导致宽度方向板厚波动 出现浪形的
缺陷
为了防止这些缺陷 对国内某厂 mm 热连轧机组前 机架采用 CVC 工作辊 而 F F
机架采用了平工作辊轧制
考虑到横移位置与辊缝轮廓形状之间的关系 开发了适合于平工作辊
的最优横移新方式 使得在板带和工作辊的接触区形成光滑的辊缝形状 从而实现自由程序
并将
最优横移新方法应用到国内某厂 mm 热连轧机的改造中 取得了满意的效果
关 键 词 带钢轧制 控制系统 最优横移 轮廓 自由程序轧制
中图分类号 TG 文献标识码 A
自由程序轧制是指在一个换辊周期内钢种
厚度 宽度几乎可以不受限制地自由过渡的轧制
技术
尤其是带钢宽度过渡可不遵守由宽到窄过
渡的棺 coffin型规则 而是可以由窄到宽过
渡 即宽度可以逆转而不受宽度过渡的制约 从而
实现逆宽轧制
逆宽轧制的出现将会加剧轧
辊的局部磨损和热膨胀分布不均 使得宽度方向
板厚分布不均 从而产生质量缺陷
采用工作辊横
移技术将会减少这种缺陷的产生 使得板带的宽
度方向轮廓平滑
本文对逆宽轧制时带钢轮廓发生异常的过
程进行了解析 在 F F 机架采用了 CVC 轧辊
变为平辊的轧制方法 提出了适宜逆宽轧制的
轧辊最优横移方法 采用离线模拟方式 分析了该
方式的对带钢轮廓控制的效果 并将分析计算结
果应用到国内某厂 mm 热连轧机的改造中
取得了满意的效果
轧辊辊缝轮廓预测数学模型
1 1 轧辊热凸度的预测模型
轧辊横移时 由于轧辊中部与带钢非对称接
触 所以对轧辊全长进行热凸度计算
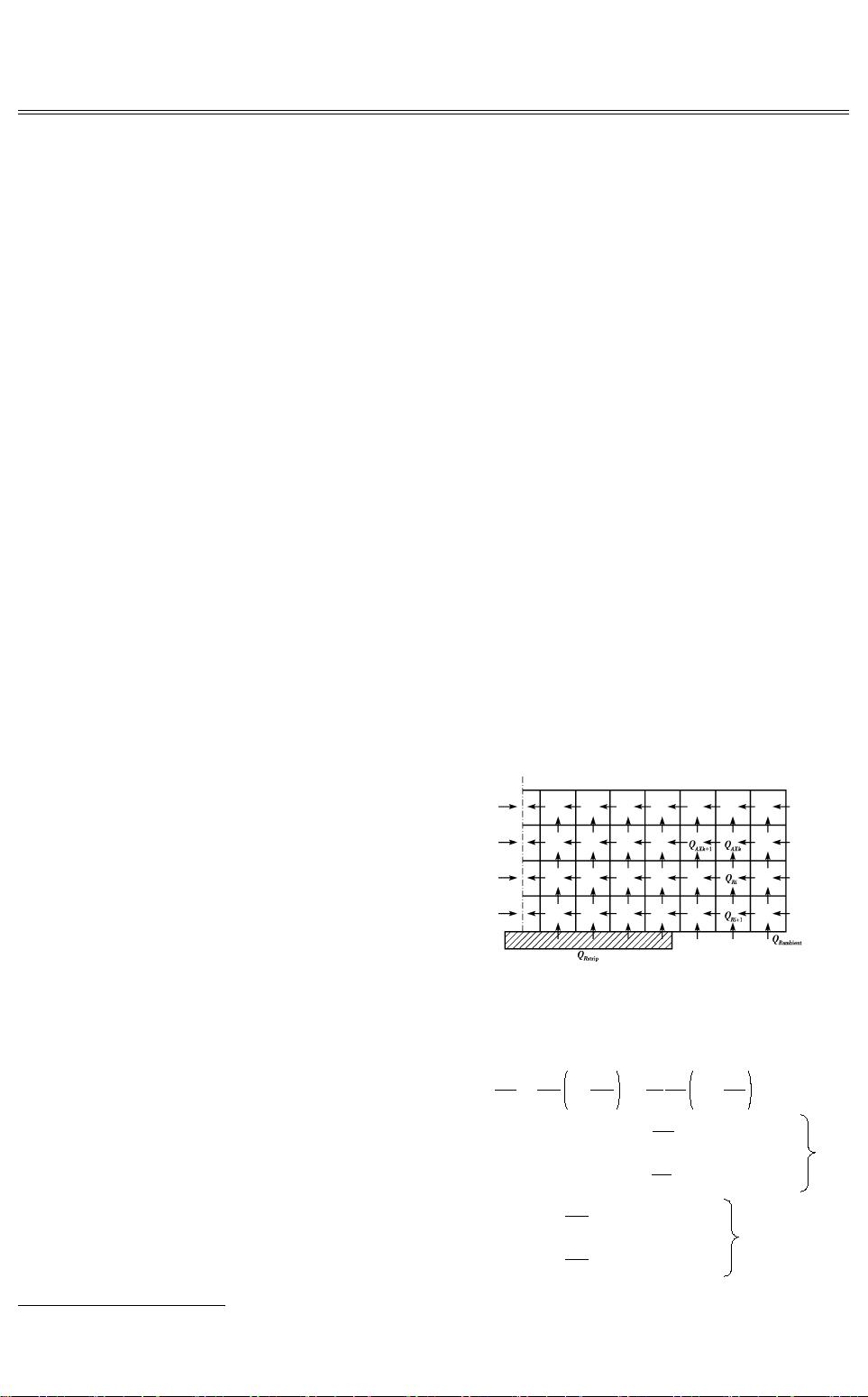
为了计算工
作辊的温度分布 将轧辊分成有限单元如图 所
示
在半径方向的节点位置与轧辊属性相一致 根
据经验确定
每一节点的温度根据热平衡原理 轧
辊表面是热对流 轧辊内部是热传导
每一节点的
热传导的傅立叶Fourier方程描述工作辊的热分
布
工作辊温度分布事实上是三维热传送的分布
由于轧辊是不断旋转 有限单元可以减少为二维
进行计算
图 1 轧辊有限差分模型
Fig 1 Finited difference model of the roll
轧辊径向和轴向的二维热传导方程见式
边界条件见式
c
t
x
x
r
r
r
r
r 轧辊中心
r
r R轧辊表面
r
h
b
b
x
x
h
b
x L
x
h
b
下载后可阅读完整内容,剩余3页未读,立即下载
2011-11-29 上传
2023-02-21 上传
2023-09-07 上传
2023-07-12 上传
2023-04-22 上传
2024-01-05 上传
2023-03-12 上传
2023-06-01 上传
2024-04-26 上传

weixin_38606169
- 粉丝: 4
- 资源: 957
 我的内容管理
展开
我的内容管理
展开







最新资源
- 多功能HTML网站模板:手机电脑适配与前端源码
- echarts实战:构建多组与堆叠条形图可视化模板
- openEuler 22.03 LTS专用openssh rpm包安装指南
- H992响应式前端网页模板源码包
- Golang标准库深度解析与实践方案
- C语言版本gRPC框架支持多语言开发教程
- H397响应式前端网站模板源码下载
- 资产配置方案:优化资源与风险管理的关键计划
- PHP宾馆管理系统(毕设)完整项目源码下载
- 中小企业电子发票应用与管理解决方案
- 多设备自适应网页源码模板下载
- 移动端H5模板源码,自适应响应式网页设计
- 探索轻量级可定制软件框架及其Http服务器特性
- Python网站爬虫代码资源压缩包
- iOS App唯一标识符获取方案的策略与实施
- 百度地图SDK2.7开发的找厕所应用源代码分享
