奥太焊机485通讯协议详解
"奥太焊机的通讯说明书主要介绍了该焊机的485通讯协议,特别是针对氩弧焊的应用。焊机具有19个寄存器用于输入数据,这些寄存器控制和反映了焊机的各种工作状态和参数设置。其中,焊机的工作模式、送气、送丝、故障复位、接触传感、高压吹气等功能可以通过寄存器的位操作进行控制。此外,还提到了存储通道用于设定送丝速度、电流等参数,以及熄弧滞后送丝时间和电流给定值的设置方法。"
奥太焊机的485通讯协议是专为与不同机器人和专机配合使用设计的,通过这个协议,可以实现远程控制和监控焊机的作业。寄存器的布局和功能是协议的核心部分,它们允许对焊机进行精细化管理。
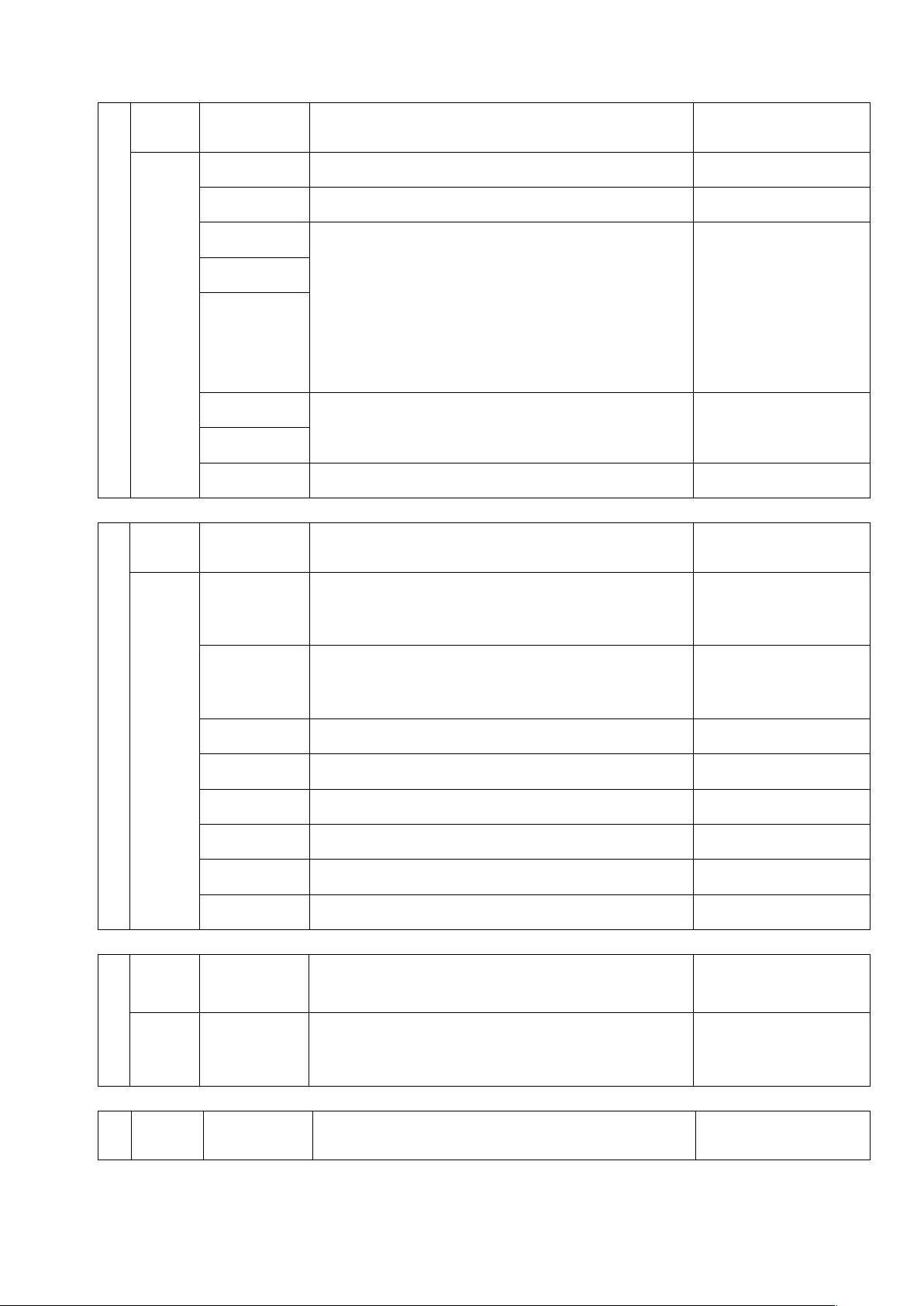
在19个寄存器中,第0个寄存器的位0到位7是预留的,而第1个寄存器中的位0被用于启动焊接(Weldingstart),当该位为高有效时,焊机会开始焊接。位1表示机器人准备好(Robotready),也是高有效。位2至位7分别表示工作模式、状态等,涵盖了直流恒流、直流脉冲、交流恒流、交流脉冲、调用状态等多种模式。
第2个寄存器用于气检和送气控制,位0为送气(Gastest)信号,高有效时启动。位1表示送丝(Wirefeed),同样为高有效时启动送丝,用于丝检。位2是回抽丝(Wirefeedback),高有效表示回抽丝动作。位3至位7是预留的。
第4个寄存器的位0至位7代表存储通道(Jobnumber),允许设定1到30的数值,用于指定送丝速度、电流等参数的预设方案。
第6个寄存器的位0至位7(25-32)用于设置熄弧滞后送丝时间(Arc-OffDelayFeedTime),范围是0到255,对应0到9.9秒,这是在熄弧后继续送丝的时间,以保证焊接过程的稳定。
第4个寄存器的高字节(GivencurrentHi)和第7个寄存器的低字节(GivencurrentLo)共同组成电流给定值,用于设定焊接电流,可以根据实际需求进行调整。
这些寄存器的设置和操作对于理解奥太焊机的通讯协议至关重要,它们使得焊机能够适应各种复杂的焊接环境,并能与其他自动化设备无缝协作,提升焊接效率和质量。
焊机的输入数据区,共 19 寄存器
0
高位
(0)
位 0—位 7 预留(Unused)
低位
(1)
位 0(1) 开始焊接(Welding start) 高有效
位 1(2) 机器人准备好(Robot ready) 高有效
位 2(3)
组合表示工作模式:
000:直流恒流(DC-standard); 001:直流
脉冲(DC-pulsed-arc); 010: 交流恒流(AC-
standard): 011: 交流脉冲特性(AC-pulsed-
arc);
100:调用状态(Job mode);
其他:无
-
-
-
位 3(4)
位 4(5)
位 5(6)
000:标准波形(); 001:正弦();010:混合
();
位 6(7)
位 7(9) 预留(Unused)
-
1
高位
(2)
位 0—位 7 预留(Unused)
低 位
(3)
位 0(9) 送气(Gas test)
高有效
气检时使用,脉冲信
号
位 1(10) 送丝(Wire feed)
高有效
丝检时使用,电平信
号
位 2(11) 回抽丝(Wire feed back) 高有效
位 3(12) 焊机故障复位(Source error reset) 高有效
位 4(13) 接触传感使能(Touch sensing) 高有效
位 5(14) 高压吹气(Torch blow through) 高有效
位 6(15) 预留(Unused)
-
位 7(16) 预留(Unused)
-
2
高位
(4)
位 0—位 7 预留(Unused)
低位
(5)
位 0— 位
7(17-24)
存储通道(Job number)
1-30
给定送丝、电流等规
范
3
高位
(6)
位 0—位 7 预留(Unused)
下载后可阅读完整内容,剩余7页未读,立即下载
2022-11-27 上传
2022-01-29 上传
2022-01-28 上传
2022-02-09 上传
2022-02-09 上传

weixin_41325507
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- 数字单片机数字单片机
- D语言编程参考手册1.0
- JAVA程序员面试题解惑
- cognos8.12学习资料
- Intel双核与超线程的区别与联系
- 如何编写LINUX 驱动
- Apache与多个Tomcat服务器集成时的负载平衡.txt
- GCC中文手册,详细介绍GCC
- GCC中文手册,详细介绍GCC
- Cross-words Reference Template for DTW-based Speech Recognition Systems
- 一份不太简短的LaTex介绍
- Linux 常用指令大全
- 计算机毕业论文(试题库管理系统)
- 综合电子仿真与设计项目
- XX公司网络设计方案doc
- Oracle Biee Catalog合并
