"SPC实用培训资料.ppt下载与解释,完整详细,欢迎使用"
需积分: 5 20 浏览量
更新于2024-01-24
收藏 1.6MB PPT 举报
SPC实用培训资料.ppt是一份详细且完整的培训资料,它提供了关于SPC(统计过程控制)常用术语的解释和说明。这份资料应该被广泛借鉴和下载使用,因为它能够帮助我们理解和应用SPC的原理和方法。如果在使用过程中遇到任何问题,可以第一时间联系作者,他将会提供帮助和解答。
SPC是一种质量管理工具,用于对过程进行统计分析和控制,以确保产品或服务的质量稳定和一致性。这份资料详细解释了几个SPC中常用的术语,包括平均值、极差、标准差、过程输出分布宽度、中位数、单值等。对这些术语的理解对于进行SPC分析和控制至关重要。
平均值(X)是一组测量值的均值,它可以表示数据的中心位置。极差(Range)是一个样本或总体中最大与最小值之差,它反映了数据的离散程度。标准差(Sigma)是用于代表标准差的希腊字母,它表示过程输出的分布宽度或统计抽样值的分布宽度。分布宽度(Spread)是一个分布中最大值到最小值之间的间距,它可以用来评估数据的变异程度。中位数(˜x)是一组测量值从小到大排列后,中间的值,它可以表示数据的集中趋势。单值(Individual)是一个单个单位产品或特性的一次测量,通常用符号X表示。
除了这些术语的解释,资料还介绍了其他一些重要概念,如中心线、过程均值、链和变差。中心线是控制图上的一条线,它代表着数据的平均值。过程均值是特定过程特性的测量值分布的位置,通常用X表示。链是控制图上一系列连续上升或下降,或在中心线之上或之下的点,它可以用来判断是否存在造成变差的特殊原因。变差是指过程的单个输出之间不可避免的差别,它是导致产品或服务质量不稳定的一个重要原因。
通过这份SPC实用培训资料,我们可以了解到SPC的核心概念和方法,以及如何利用SPC来改善和控制生产过程。它为我们提供了一个全面且系统的学习资源,帮助我们掌握SPC的基本知识和技能,并能够应用到实际工作中。与此同时,这份资料也鼓励我们在使用过程中与作者进行交流和反馈,以便更好地理解和应用SPC的内容。
综上所述,SPC实用培训资料.ppt是一份非常有价值的资料,它提供了关于SPC常用术语的解释和说明。通过学习和应用这些术语,我们可以更好地理解和运用SPC的原理和方法,从而提高生产过程的质量和效率。这份资料不仅详细且完整,而且值得借鉴下载使用。希望更多的人能够通过这份资料,掌握SPC的核心概念和技能,进而提升自己在质量管理领域的能力和竞争力。
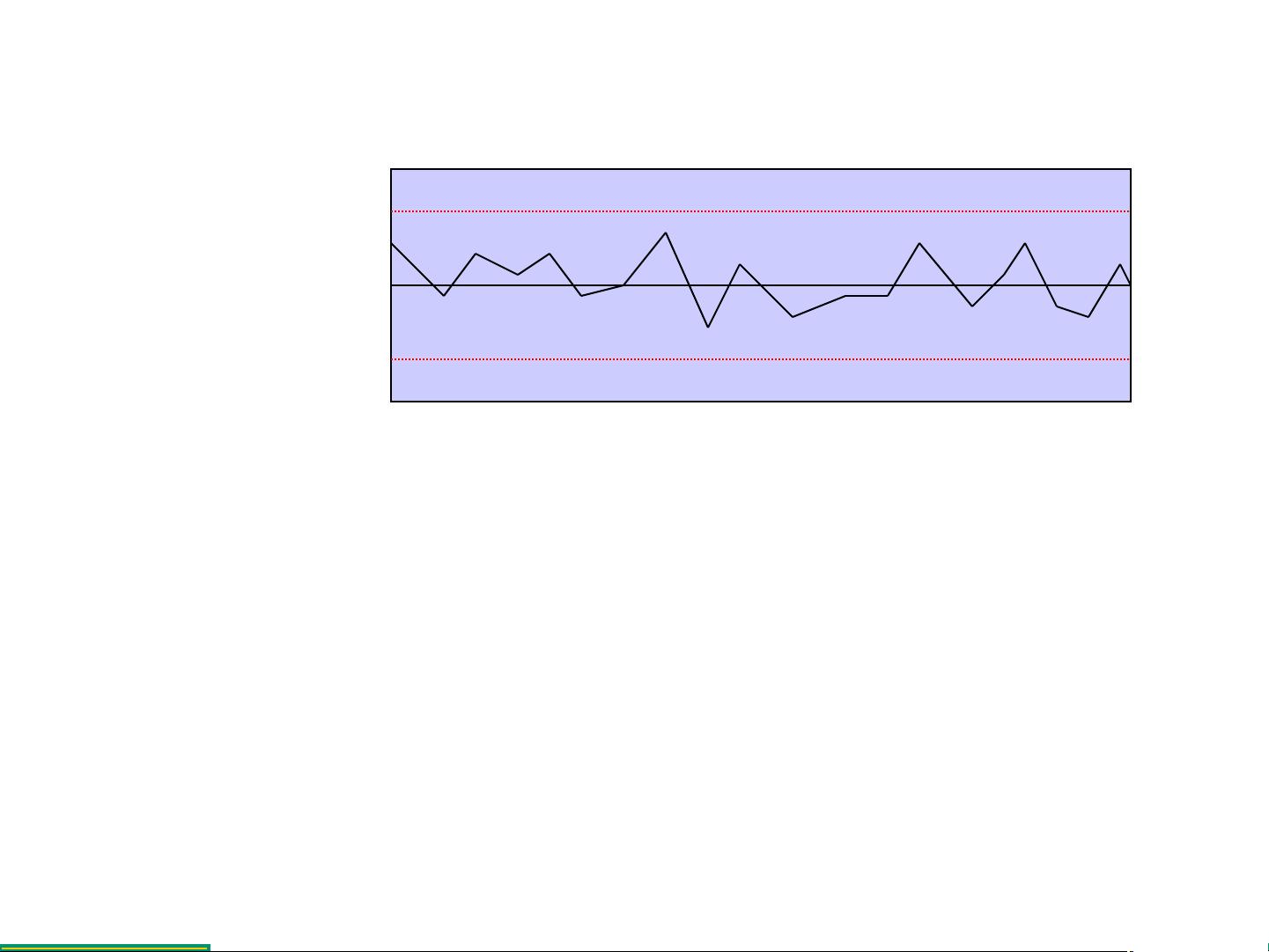
控制图
上控制限
中心限
下控制限
1、收集
收集数据并画在图上
2、控制
根据过程数据计算实验控制限
识别变差的特殊原因并采取措施
3、分析及改进
确定普通原因变差的大小并采取减小它的措施
重复这三个阶段从而不断改进过程
剩余84页未读,继续阅读
2021-09-28 上传
2021-09-23 上传
2021-09-23 上传

小虾仁芜湖
- 粉丝: 113
- 资源: 9354
 我的内容管理
展开
我的内容管理
展开







最新资源
- html5:第五科技,分享一些自己做的html5源码!
- 双基地模糊度函数:计算双基地雷达的模糊度函数-matlab开发
- 61IC_S2647,c语言-15的源码,c语言
- perfume-master.zip
- github-project-try:我的学生的简单github测试
- 串口接收试验_单片机C语言实例(纯C语言源代码).zip
- dropwizardapp:玩dropwizard
- 50project50days-blank:Project Starter文件
- code,c语言编写系统源码,c语言
- HTML5-CSS3-Cookbook:HTML5和CSS3实例教程-原始
- 液晶12864并行2_单片机C语言实例(纯C语言源代码).zip
- Django3ByExample
- love-running:基于都柏林的跑步社区的网站
- zlib-1.2.2,c语言网卡驱动源码,c语言
- 体育馆
- JavaPractice:Java实践程序
