电容式微超声传感器技术与应用综述
需积分: 10 88 浏览量
更新于2024-07-19
1
收藏 3.65MB PDF 举报
"Capacitive Micromachined Ultrasonic Transducers: Technology and Application"
这篇综述文章详细探讨了电容式微机械超声换能器(CMUTs)的技术及其应用。CMUTs是近年来发展起来的一种替代传统压电换能器的新型技术,具有诸多优势,包括更宽的带宽、层叠阵列的制造能力、更高的效率和灵敏度。
首先,文章阐述了CMUT的工作原理。电容式微超声传感器主要基于电容变化来实现声波到电信号或反之的转换。当声波作用于CMUT的薄膜时,薄膜会发生微小的位移,导致电容值的变化,进而将机械振动转化为电信号。反之,通过施加电压于电容,也可以使薄膜振动,产生超声波。
接着,文章详细介绍了CMUT的制造工艺步骤。这通常涉及微电子机械系统(MEMS)技术,包括硅片的微加工、薄膜沉积、光刻和蚀刻等步骤。这些过程确保了CMUT的微型化和精确的结构设计,使得在微小尺度上实现高性能的超声换能成为可能。
文章还深入讨论了CMUT膜的坍塌电压设计参数。这个参数对于优化CMUT的性能至关重要,因为它直接影响到器件的稳定性、工作频率和输出功率。通过对膜的厚度、材料选择以及电介质层的优化,可以调整坍塌电压,从而实现最佳工作状态。
此外,文章列举了几种重要的应用实例,展示了CMUTs的实用性和潜在价值。这些应用可能包括医学成像(如超声波成像)、无损检测、生物传感器以及微流体控制等领域。在医学超声成像中,CMUTs能够提供更高分辨率的图像,有助于疾病的早期诊断和治疗。在无损检测中,由于其优良的频率响应,CMUTs能够用于检测材料内部的缺陷。
CMUT技术是一项具有广阔前景的技术,它在多个领域都有潜力替代传统的压电换能器,推动超声技术的发展。随着对CMUTs的理解和制造工艺的不断改进,它们在未来的应用将会更加广泛和深入。
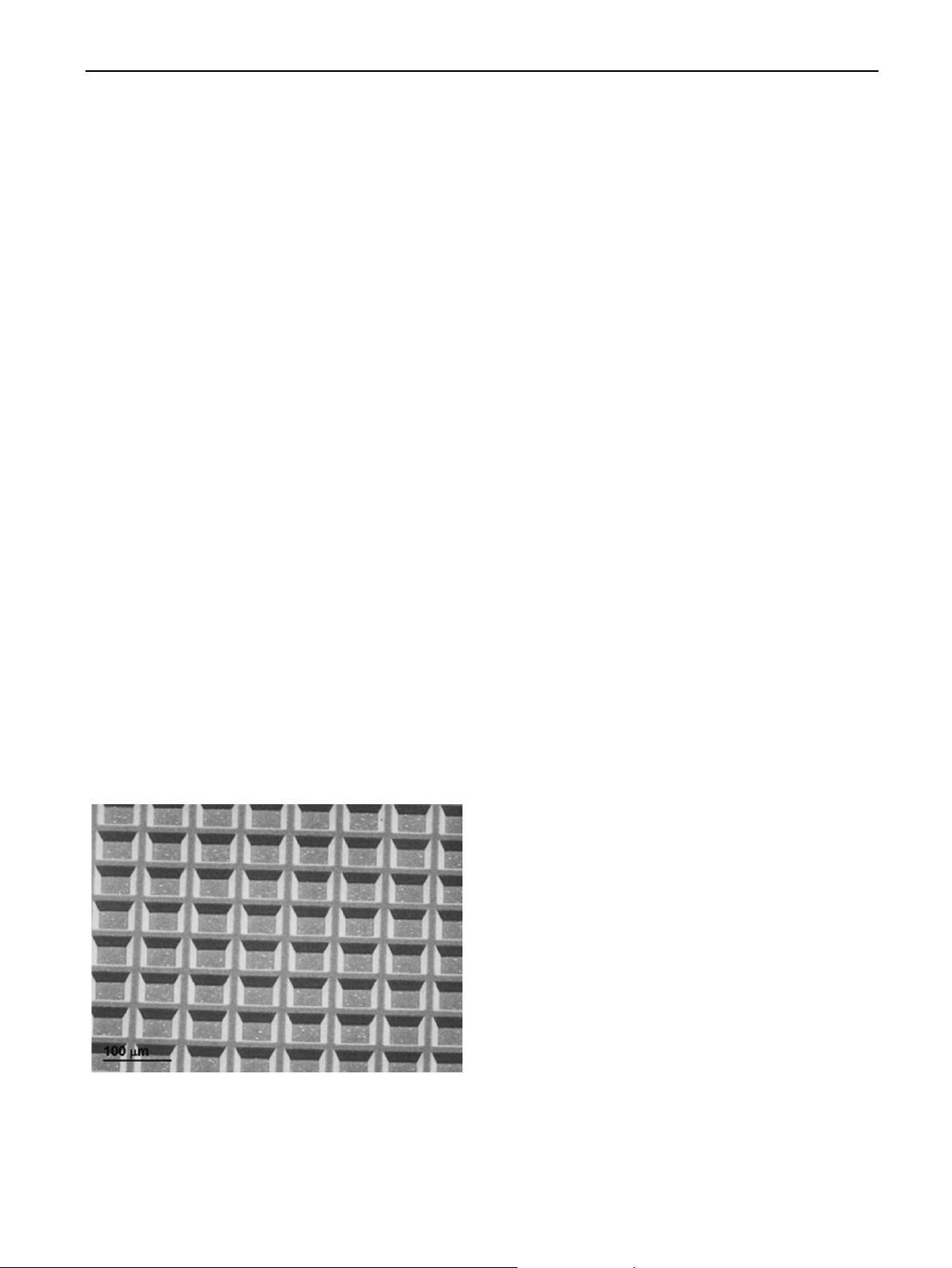
deposition and patterning of a silicon nitride or a silicon
dioxide layer as a mask, then (100)-oriented silicon wafers
are etched in KOH aqueous solution, obtaining pits with
triangular or trapezoidal cross-section, and with depth
depending on the mask-opening dimension (Fig. 7). The
so-micro machined silicon back plate is coated by a metallic
layer and, subsequently, a polymer film with a thickness
ranging from 2e13 mm, metalized on one side, is stretched
over it and kept in tension by a metallic frame. Thanks to
the small dimension of the micro membranes, suspended
by the rails, the working frequency of these transducers
can reach 1 or 2 MHz in air [17,19]. The membrane is forced
to stay in contact with the rails due to the electrostatic
pressure caused by the polarization voltage, and this
constraint prevents down displacement of the membrane
towards the substrate. But, as soon as the frequency
increases, upward displacements are allowed. Due to this
degree of freedom, and to the mutual mechanical coupling
of the micro-membranes, regions in phase and out of phase
appear on the surface of the membrane, destroying the
coherence of the acoustic radiation [17], and limiting the
range of frequency these transducers can operate.
Surface-micromachined capacitive ultrasonic
transducers
Wafer bonding, considered as a bulk process, is widely used
in micromachining, and older than surface micromachining
techniques. There are three basic wafer-bonding tech-
niques: anodic bonding, fusion bonding, and adhesive
bonding. Among these techniques, silicon fusion bonding
has earned a stable position in today’s technology, and is
now used for various applications: bond-and-etch back
silicon-on-insulator (SOI) wafers, SMART-CUT SOI wafers,
power devices, and many silicon microstructures, such as
pressure sensors and accelerometers. Silicon fusion bonding
is a direct bond between two silicon surfaces. It takes
place at high temperatures, forming strong covalent bonds
between the silicon wafers.
Most of these techniques are based on surface micro-
machining techniques [2,20], others are modified BiCMOS
processes [21], and others combine bulk and surface
micromachining for the realization of the membranes and
of the back plate [22].
In a surface-micromachining process, the micromechanical
structures are fabricated by deposition on the silicon wafer
of thin structural layers over thin sacrificial layers that can
be selectively removed. Thin film deposition techniques,
able to control the film’s mechanical properties, such as
internal stress or stress gradients, and dry and wet etchings
that remove sacrificial layers without damaging the struc-
tural ones, are essential for surface micromachining as
discussed below in this section.
The micromachining processes developed for the fabri-
cation of cMUTs can be classified according to the maximum
temperature used, which limits the degree of compatibility
with IC processing and hence the possibility of integration
of transducers and electronics on the same wafer.
The first process for the fabrication of cMUTs, based on
surface micromachining techniques, was developed at
Stanford University in Palo Alto, CA, USA [2]. The trans-
ducer is fabricated on a highly doped silicon wafer that
acts as the fixed electrode. The membrane’s structural
material is silicon nitride deposited by LPCVD over a sacri-
ficial layer of thermal oxide. Both the silicon nitride layer
and the backside of the silicon wafer are coated with
evaporated gold. Then a pattern of 3-mm diameter holes
on a bidimensional grid with 100-mm period is transferred
by lithography and etching through the gold and the
silicon nitride layer to reach the sacrificial oxide. Then
the membranes are released by wet etching of oxide in
pure hydrofluoridric acid. The membranes’ diameter is
controlled by timed etch. The major manufacturing issue of
this process consists in the membranes’ release. The risk of
fracture of the thin membranes and their sticking to the
substrate can be avoided by properly choosing layer thick-
nesses, thin films’ stresses, and membranes’ dimensions.
During drying after the sacrificial etching, capillary forces,
proportional to the membrane area, which can be balanced
by internal stress in the membrane, attract the membrane
toward the substrate [23]. A thin membrane separated
by a narrow gap from the back plate is the basic feature of
the cMUT, but a membrane that is too thin easily collapses
onto the substrate, and a thin gap limits the membrane’s
displacement during operation. A large value of the internal
stress in silicon nitride film increases the resistance to
collapse, but it can cause the membrane to break, resulting
in yield loss; furthermore, it affects the resonance vibra-
tion frequency of the membrane in air. As a consequence,
the cMUT presented by Haller and Khuri-Yakub [2] had
a 0.75-mm thick membrane suspended on a 1-mm thick gap.
The silicon nitride layer was deposited by LPCVD using
a mixture of ammonia and dichlorosilane at 800
C in order
to tune the residual stress of the membrane at a value of
280 MPa.
Another issue of the process is the timed etch of the
sacrificial layer. The etching rate decreases with time as
the etchant and the etch products must diffuse longer
through the small holes in the structural layer. The
membrane’s diameter depends on the etching duration and
only circular membranes can be obtained, as the etch
Fig. 7 Scanning Electron Microscopy (SEM) of a portion of
a CMUT silicon back plate fabricated by anisotropic etching of
silicon in KOH aqueous solution [68]. cMUT Z capacitive
micromachined ultrasonic transducer; KOH Z potassium
hydroxide.
12 M.S. Salim et al.
剩余23页未读,继续阅读
2017-11-12 上传
2021-03-07 上传
2018-01-28 上传
2021-09-12 上传
2022-09-21 上传
2021-03-29 上传
2021-05-21 上传
2021-02-10 上传

memszhang
- 粉丝: 0
- 资源: 4
 我的内容管理
展开
我的内容管理
展开







最新资源
- 深入浅出:自定义 Grunt 任务的实践指南
- 网络物理突变工具的多点路径规划实现与分析
- multifeed: 实现多作者间的超核心共享与同步技术
- C++商品交易系统实习项目详细要求
- macOS系统Python模块whl包安装教程
- 掌握fullstackJS:构建React框架与快速开发应用
- React-Purify: 实现React组件纯净方法的工具介绍
- deck.js:构建现代HTML演示的JavaScript库
- nunn:现代C++17实现的机器学习库开源项目
- Python安装包 Acquisition-4.12-cp35-cp35m-win_amd64.whl.zip 使用说明
- Amaranthus-tuberculatus基因组分析脚本集
- Ubuntu 12.04下Realtek RTL8821AE驱动的向后移植指南
- 掌握Jest环境下的最新jsdom功能
- CAGI Toolkit:开源Asterisk PBX的AGI应用开发
- MyDropDemo: 体验QGraphicsView的拖放功能
- 远程FPGA平台上的Quartus II17.1 LCD色块闪烁现象解析
