IEC 61193-3:2013 - 印刷板与层压板质量审计抽样计划
版权申诉
"IEC 61193-3:2013 是一份国际电工委员会(International Electrotechnical Commission, IEC)制定的质量评估系统标准,专注于印刷板和层压板生产过程中的抽样计划选择和使用。这份标准详细规定了在属性检查基础上的抽样计划,为确保产品质量提供了指导。它涵盖了抽样计划的选择标准,以及如何在印刷电路板和层压板的最终产品及制造过程审核中实施这些计划。"
这篇标准的核心内容包括以下几个关键知识点:
1. **抽样计划**:IEC 61193-3 提供了基于属性的抽样计划,这些计划旨在检查产品的形式、适合性和功能特性。抽样计划是质量控制的重要工具,帮助制造商在大规模生产中检测潜在的问题。
2. **分类原则**:标准根据产品特性的不同重要性进行分类,允许采用不同的抽样策略来适应单一属性或一组属性的检查。这种灵活性使得标准能够适应各种复杂的生产环境和质量要求。
3. **过程审核**:标准不仅关注最终产品的质量,还强调了过程审计的重要性。通过对制造过程的持续监控,可以及时发现并纠正质量问题,防止缺陷产品流入市场。
4. **适用范围**:适用于印刷板和层压板制造行业的质量保证体系,确保了行业内的一致性和标准化,从而提高整体产品质量。
5. **实施程序**:标准详细描述了如何选择合适的抽样计划,并给出了实施步骤,为制造商提供了一个清晰的操作指南,以确保符合标准要求。
6. **国际化标准**:IEC 61193-3 是一份国际通用的标准,这意味着它在全球范围内具有广泛的认可度,对于促进国际贸易和提升产品质量具有重要意义。
通过遵循这份标准,制造商能够建立有效的质量控制系统,减少不合格产品的产生,同时增强客户对产品可靠性的信心。这份标准的详细内容,包括具体的抽样方案和实施细节,可在138页的完整英文版中找到,对于从事电子制造和相关质量控制的专业人员来说,是不可或缺的参考资料。
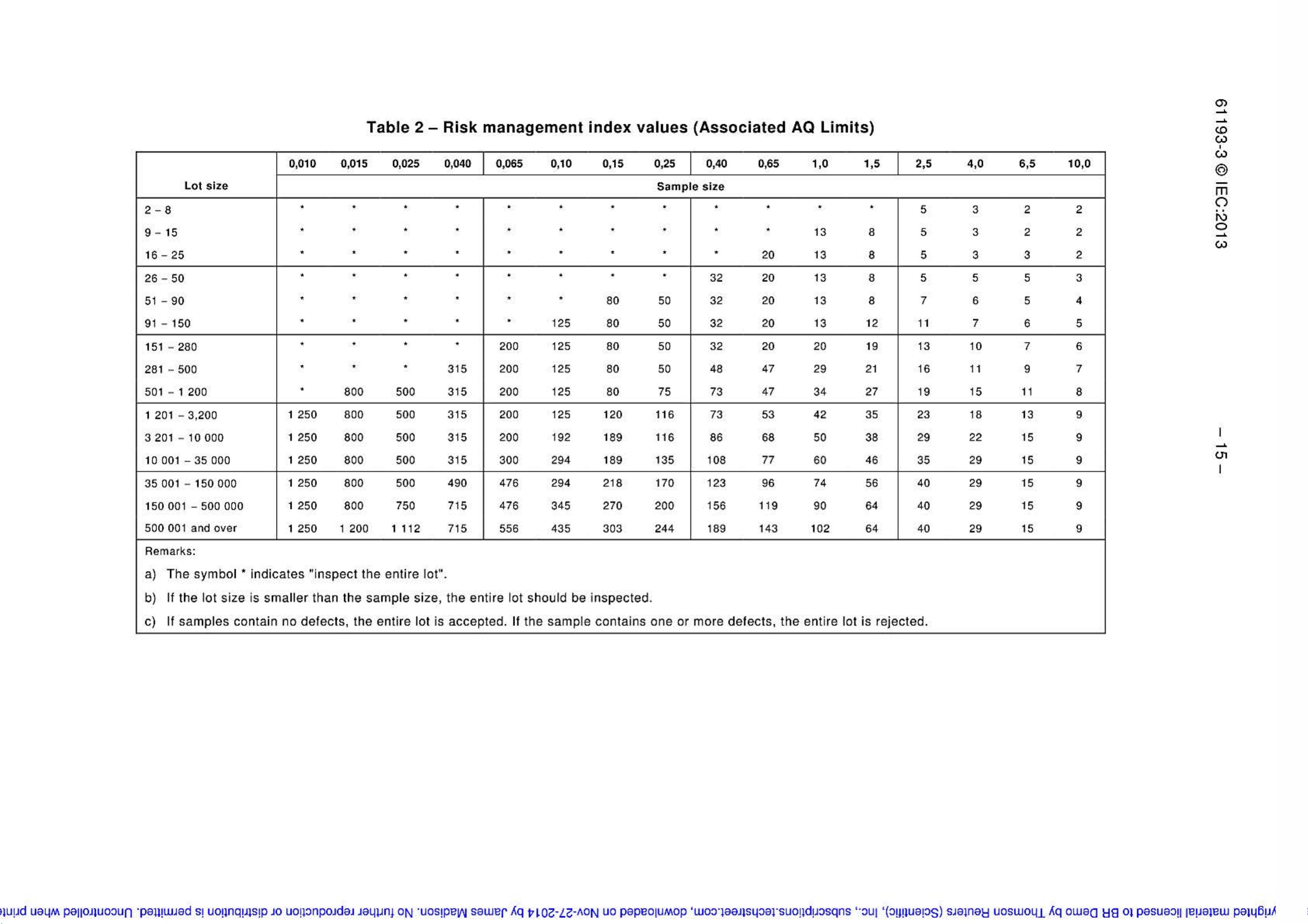
Table 2 - Risk management index values (Associated AQ Limits)
0,010 0,
01
5 0,025 0,040 0,065 0,10 0,15 0,25 0,40 0,65 1,0 1
,5
2,5
Lot size
Sample size
2-8
• • • • • • • • • • • •
5
9 -
15
• • • • • • • • • •
13 8 5
16
- 25
•
•
•
•
•
•
•
•
•
20 13 8 5
26
- 50
• • • • • • • •
32 20
13
8 5
51
- 90
• •
•
• •
•
80
so
32 20 13 8 7
91
- 150
•
•
•
•
•
125 80
so
32 20 13 12
11
151 - 280
• • • •
200 125 80
so
32 20 20 19 13
281 - 500
• •
•
315 200 125 80
so
48 47
29
21
16
501
- 1 200
•
800 500
315 200 125
80
75
73 47 34
27
19
1
201
- 3,200
1 250 800 500 315 200 125 120
116
73 53
42
35
23
3
201
- 10 000
1 250 800 500 315 200 192 189 116 86 68
so
38 29
10
001
-
35
000
1 250
800 500
315
300
294 189 135 108 77
60
46
35
35
001
- 150 000
1 250 800 500
490 476 294
218
170
123 96
74
56
40
150 001 - 500 000
1 250 800 750 715 476 345 270 200 156 119 90
64
40
500 001 and over
1 250
1 200
1 112 715
5
56
435
303
244
189 143
102 64
40
Remarks:
a)
The symbol • indicates "inspect the entire lot".
b)
If
the l
ot
si
ze
is smaller than the sample si
ze
, the enti
re
lot should be inspected.
c)
If samples contain no defect
s,
the entire lot is accepted.
If
the sample contai
ns
one or more defects, the entire lot is
re
jected.
4,0 6
,5
3 2
3 2
3 3
5 5
6 5
7 6
10
7
11
9
15 11
18
13
22
15
29 15
29
15
29
15
29 15
10,0
2
2
2
3
4
5
6
7
8
9
9
9
9
9
9
(j)
......
......
(0
w
'
w
@
-
m
()
••
I\)
0
......
w
......
01
I
11upd
ua4M
pa110
J
1uooun
·pa11,wJad
S!
uo,1nqp1S!P
JO
uo,1onpoJdaJ
Ja41JnJ
ON
·uoS!PBV\I
saw-er
Aq
l>IOZ
·
LZ
·
AON
uo
pap-eo1uMop
'woo·1aa
J
1s4oarsuo,1dposqns
'·ou1
'(:>!J!1uaps)
sJa1nac1
uoswo41.
Aq
owaa
88
01pasuao,
11
-epa1-ew
pa146pAd08
剩余137页未读,继续阅读
2022-04-14 上传
2021-11-21 上传
2021-09-02 上传
2022-11-12 上传
2023-11-19 上传
2022-03-01 上传
2023-11-19 上传
2021-11-21 上传
2022-02-06 上传

John-130
- 粉丝: 411
- 资源: 850
 我的内容管理
展开
我的内容管理
展开







最新资源
- Java集合ArrayList实现字符串管理及效果展示
- 实现2D3D相机拾取射线的关键技术
- LiveLy-公寓管理门户:创新体验与技术实现
- 易语言打造的快捷禁止程序运行小工具
- Microgateway核心:实现配置和插件的主端口转发
- 掌握Java基本操作:增删查改入门代码详解
- Apache Tomcat 7.0.109 Windows版下载指南
- Qt实现文件系统浏览器界面设计与功能开发
- ReactJS新手实验:搭建与运行教程
- 探索生成艺术:几个月创意Processing实验
- Django框架下Cisco IOx平台实战开发案例源码解析
- 在Linux环境下配置Java版VTK开发环境
- 29街网上城市公司网站系统v1.0:企业建站全面解决方案
- WordPress CMB2插件的Suggest字段类型使用教程
- TCP协议实现的Java桌面聊天客户端应用
- ANR-WatchDog: 检测Android应用无响应并报告异常
