
第 25卷 第 6期
2004年 12月
河 南 科 技 大 学 学 报 (自 然 科 学 版 )
Journal of Henan University of Science and Technology(Natural Science)
Vo1.25 NO.6
Dec. 2O04
文章 编号 :1672—6871(2004)06—0009—04
计算 机辅助设计气体 渗碳 工艺
韩 华 ,王顺兴
(河南 科技 大 学 材 料 科学 与工程 学 院 ,河 南 洛 阳 471003)
摘 要 :通 过对 气体 渗 碳工 艺 设计 过程 的 分析 ,利用模 拟 效果 较 好 的数 学模 型 编 制 渗碳 工 艺设 计程 序 。该 程 序
可 根据 渗碳 后 工件 渗 层 的有效 硬 化 层深度 、表面 碳浓 度或 表 面硬 度 等技 术 指 标 和最 高 温度 、最 高碳 势等 一 些
渗碳 工 艺 的约 束条 件 ,通 过 工艺 设计 程序 能 自动 优化 设计 出最 佳 的 渗碳 工艺 。
关 键词 :渗碳 ;工艺 ;数 学 模 型 ;计算 机 辅助 设计
中 图分 类号 :TG156.81;TP391.72 文献 标识 码 :A
一 ...I上 - ...L
U 刖 声
计算机 技术 的进 步和应用 的普及 ,推动 了气 体渗 碳数 值模拟 计算 的发 展。如今气 体渗碳 的数学模
型[ ]和计算 机模 拟技术 [ ]已经达到 了比较成熟 的水 平 ,从 而为计算 机 辅助设 计渗碳 工艺提 供 了科 学
依据 。提 高以计算机模 拟为基础 的热 处理 CAD技术将 有助于克服 因认 识 的局 限而 导致 的盲 目性 ,同时
也能 大大 提高 工作 效 率。
通过对 计算机辅 助设 计渗碳工 艺的研究 ,探讨 提高气体渗碳工 艺设 计 的计算精度和适应性途径 ,在
开发 以数学模 型为知识 表达方式 ,以计算机模 拟为判 断依据 的智 能型 CAD软件方 面做 出尝试 。
1 渗 碳 工艺 中 的约 束 条 件
J
1。1 描 述 渗 碳 工 艺 的 数 学 模 型
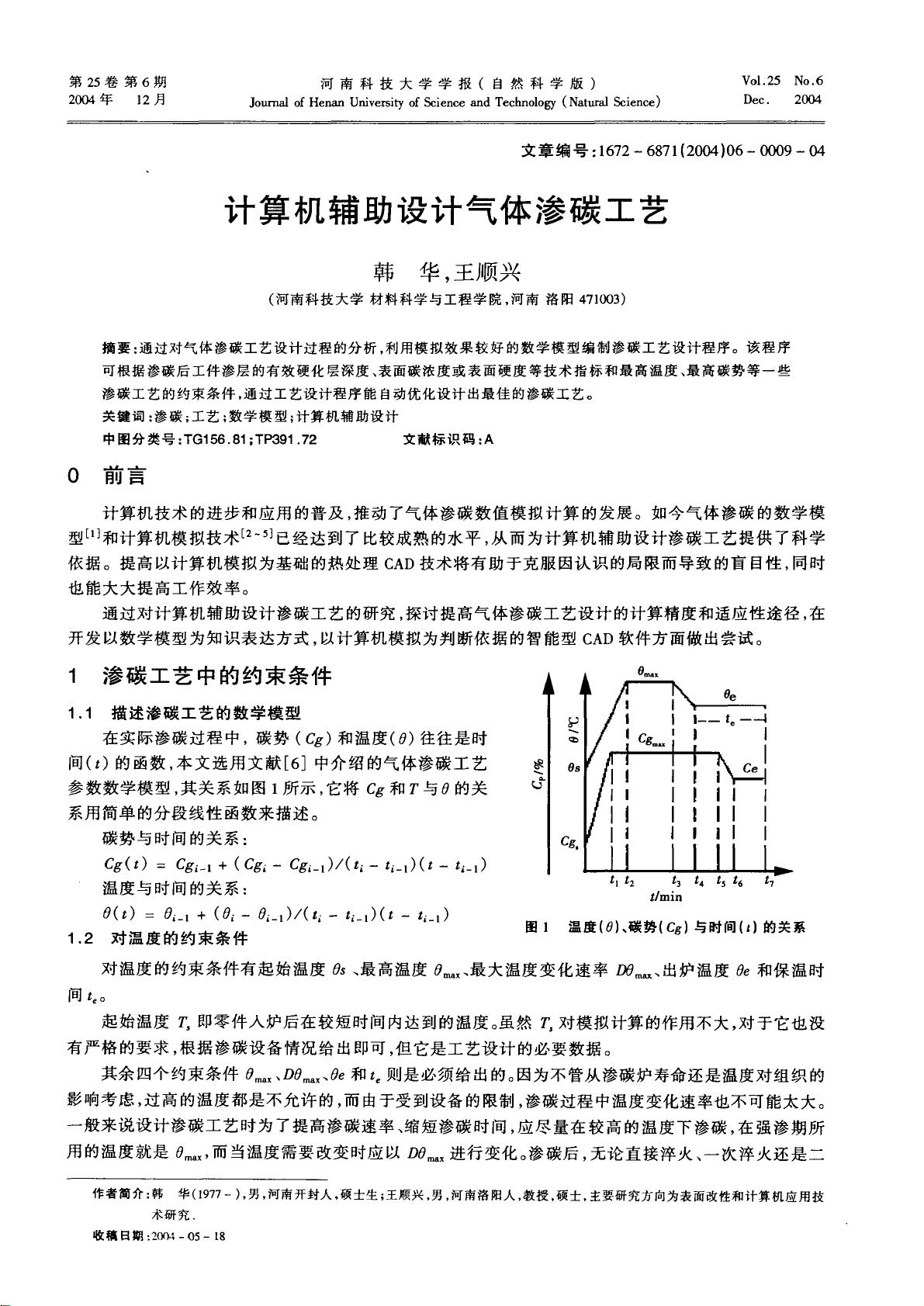
在实 际渗 碳过 程 中 ,碳势 ( )和 温度 ( )往往 是时
间 (t)的函数 ,本 文选用 文献 [6]中介 绍 的气 体渗 碳工 艺 零
参数数 学模 型 ,其关 系如图 1所 示 ,它将 和 与 的关
系用简单 的分 段线性 函数 来描述 。
碳势 与 时间 的关 系 :
(t)= +( 一 )/(ti—t )(t— ti_1)
温度 与 时间 的关 系 :
0(t)= 0 —l+ ( 一 —1)/(t — t —1)(t—t —1)
1.2 对温 度的 约 束条件
t/rain
图 1 温 度 ( 、碳 势 ( )与时 间 (t)的关 系
对 温度 的约束 条件有起 始温度 、最 高温度 、最 大温度 变化 速率 一 、出炉温度 和保温 时
间 t 。
起始温度 即零件人 炉后在较短 时间内达到的温度 。虽然 对模 拟计算 的作用不大 ,对 于它也 没
有严格 的要求 ,根据渗 碳设备情况 给出即可 ,但 它是 工艺设计 的必 要数据 。
其余 四个约束条 件 、D 和 t 则是必须 给出 的。因为不管从渗碳炉 寿命还是 温度对 组织 的
影 响考 虑 ,过 高的温度 都是 不允许 的 ,而 由于受到设备 的限制 ,渗碳过程 中温度变化速率也不 可能太大 。
一
般来说 设计渗碳 工艺时为 了提高渗碳速率 、缩短渗碳 时间 ,应尽 量在较 高 的温度下渗碳 ,在强渗 期所
用 的温度 就是 ,而 当温度需 要改变时应 以 进行 变化 。渗碳后 ,无论 直接 淬火 、一次淬 火还 是二
作者 简介 :韩 华 (1977一),男 ,河南 开封人 ,硕 士生 ;王顺兴 ,男 ,河南 洛 阳人 ,教 授 ,硕士 ,主要研 究方 向为表 面改性 和计 算 机应 用技
术研 究 .
收稿 日期 :2004—05—18
维普资讯 http://www.cqvip.com
下载后可阅读完整内容,剩余3页未读,立即下载

weixin_38730977
- 粉丝: 5
- 资源: 874
 我的内容管理
展开
我的内容管理
展开







最新资源
- C++标准程序库:权威指南
- Java解惑:奇数判断误区与改进方法
- C++编程必读:20种设计模式详解与实战
- LM3S8962微控制器数据手册
- 51单片机C语言实战教程:从入门到精通
- Spring3.0权威指南:JavaEE6实战
- Win32多线程程序设计详解
- Lucene2.9.1开发全攻略:从环境配置到索引创建
- 内存虚拟硬盘技术:提升电脑速度的秘密武器
- Java操作数据库:保存与显示图片到数据库及页面
- ISO14001:2004环境管理体系要求详解
- ShopExV4.8二次开发详解
- 企业形象与产品推广一站式网站建设技术方案揭秘
- Shopex二次开发:触发器与控制器重定向技术详解
- FPGA开发实战指南:创新设计与进阶技巧
- ShopExV4.8二次开发入门:解决升级问题与功能扩展
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


