"数控车床复合形状固定循环指令编程职业技术培训"
171 浏览量
更新于2024-01-11
收藏 5.01MB PPTX 举报
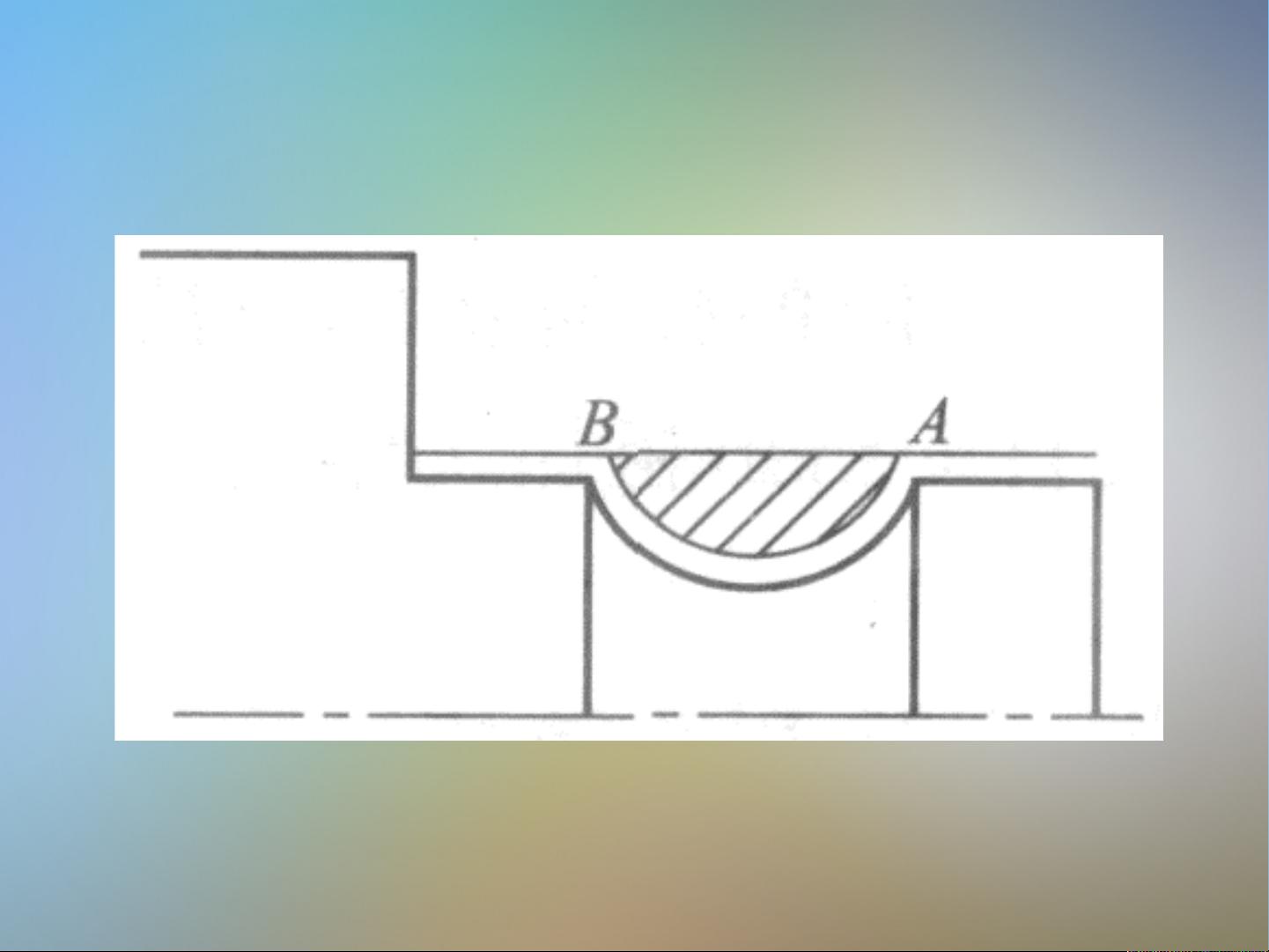
本文主要介绍了数控车床复合形状固定循环指令编程职业技术培训课题中的G70~G73闭合复合循环指令和G71内外圆粗车循环指令编程。首先,介绍了G71指令的格式及其参数的含义。然后,详细解释了G71粗车外圆加工的走刀路线和加工步骤。刀具从起点A开始,快速退到C点,退刀量由Δw和Δu/2决定。接着,沿X方向进刀Δd深度,按照G01切削加工,然后按照45°方向快速退刀,X方向退刀量为e,再沿Z方向快速退刀,第一次切削加工结束。接下来,沿X方向进行第二次切削加工,进刀量为e Δd。如此循环直至粗车结束。
G71指令适用于圆柱棒料外圆表面粗车加工,特别适用于余量大、需要多次粗加工的情况。通过设置Δd和e参数,可以控制每次切削的深度和退刀量。通过设置ns和nf参数,可以指定精加工路线的起始和结束段号。通过设置Δu和Δw参数,可以调整X和Z方向上的精加工余量。
在G71粗车外圆加工过程中,刀具的走刀路线是确定的,从起点A开始,按照固定的走刀路径进行加工。刀具先快速退到C点,然后沿X方向进刀Δd深度进行切削加工,随后按照45°方向快速退刀,再沿Z方向快速退刀,完成第一次切削。之后,刀具再度沿X方向进刀进行切削,如此循环,直至粗车结束。
G71指令的应用范围广泛,可以用于各种圆柱棒料外圆表面的粗车加工。它具有加工效率高、程序编写简便、操作方便等优点。通过合理设置参数,可以实现不同加工要求下的粗车加工,提高加工效率和产品质量。
在实际应用中,需要根据具体的工件和加工要求进行参数的设置。在编程过程中,需要注意参数的正确使用和走刀路径的合理规划,以确保加工过程的准确性和稳定性。
总之,G71指令是数控车床复合形状固定循环指令编程中常用的指令之一,特别适用于圆柱棒料外圆表面的粗车加工。通过合理设置参数和走刀路径,可以实现高效、稳定的加工过程。在实际应用中,需要根据具体情况进行参数的调整和程序的编写,以达到最佳的加工效果。
2021-10-12 上传
2021-10-03 上传
2021-10-05 上传
2021-10-08 上传
2021-10-05 上传
2022-11-24 上传

zzzzl333
- 粉丝: 831
 我的内容管理
展开
我的内容管理
展开







最新资源
- MATLAB实现ART与SART算法在医学CT重建中的应用
- S2SH整合版:快速搭建Struts2+Spring+Hibernate开发环境
- 托奇卡项目团队成员介绍
- 提升外链发布效率的SEO推广神器——搜易达网络推广大师v2.035
- C#打造简易记事本应用详细教程
- 探索虚拟现实地图VR的奥秘
- iOS模拟器屏幕截图新工具
- 深入解析JavaScript在生活应用开发中的运用
- STM32F10x函数库3.5中文版详解与应用
- 猎豹浏览器v6.0.114.13396 r1:安全防护与网购敢赔
- 掌握JS for循环输出的最简洁代码技巧
- Java入门教程:TranslationFileGenerator快速指南
- OpenDDS3.9源码解析及最新文档指南
- JavaScript提示框插件:鼠标滑过显示文章摘要
- MaskRCNN气球数据集:优质图像识别资源
- Laravel日志查看器:实现Apache多站点日志统一管理
