统赢后处理参数修改与编程指南
下载需积分: 50 | DOC格式 | 249KB |
更新于2024-09-09
| 16 浏览量 | 举报
"统赢后处理修改教程"
在统赢(WPCAM)系统中,后处理是CAM软件生成NC程序的重要环节,它涉及到机床特定控制语法的定制,以确保生成的代码能精确地驱动机床执行加工任务。本教程主要讲解如何进行后处理的修改,特别是与修刀、引入线、切割方式相关的参数设置,以及系统内定变数的使用,以优化加工效果和效率。
修刀是提高工件表面质量和精度的关键步骤。教程提到了四种不同的修刀补正方式:
1. 修刀第一刀左补正:这是第一刀切割时左侧的补偿,通常用于设置不同的放电条件,以减少初始切割对材料的影响。
2. 修刀第一刀右补正:对应右侧的补偿,与左补正类似,用于调整加工路径。
3. 修刀第二刀左、右补正:这些补正值可能用于进一步细化切割,尤其是在复杂形状或高精度要求的工件加工中。
引入线是切割开始前的过渡路径,可以设置为向前倾或向后倾,以适应不同的工件几何形状。向前倾适用于工件全为斜面的情况,向后倾则同样如此,这些设置会影响趋近长度。引入线分段长度(趋近长度)的设定影响着进刀的平稳性,可以根据工件特性调整。
切割方式包括直线切割和顺时针圆弧切割,这些都可以在后处理的最后阶段插入,且可以选择开启或关闭上下同R功能,以控制切割路径的平滑度和一致性。
系统内定变数是控制后处理行为的关键参数,例如:
- A变量控制外型切割的补正值,可以根据需要选择不同的补正策略。
- B变量定义小孔尺寸及引入线的处理方式,包括小孔间隙自动放大。
- C变量设定角落安全距离,防止在转角处发生碰撞。
- D变量用于指定铜线补正的H码,而H码(如H110, H109, H111)则用于辅助补正。
- E变量设置切断点的强迫过切长度,确保完全切除材料。
- N变量表示NC程序的行编号,这在编写程序时非常有用。
- P, Q变量提供U, V轴的绝对坐标位置。
- T变量则用于设定工件的斜度参数,包括整体和单孔的斜度。
- U, V, W变量分别定义辅助面的相对和绝对位置。
- X, Y, Z变量记录铜线和上导具的位置信息。
此外,还有一些特殊的内定变数,如30号变数用于上下异形分段裕量的设定,32号变数用于工件厚度的设定,而35号变数则指示是否已进入精修阶段,这对于监控加工流程非常重要。
通过理解并灵活运用这些内定变数,用户能够定制化后处理,以满足特定的加工需求,提高统赢系统的适用性和加工效率。对于不同的NC控制器类型(如MITSU, SODICK, FANUC等),还可以通过改变特定的内定变数来适应不同机床的控制语言。例如,通过更改40号变数,可以在上下异形加工时选择走2平面或圆弧路径。
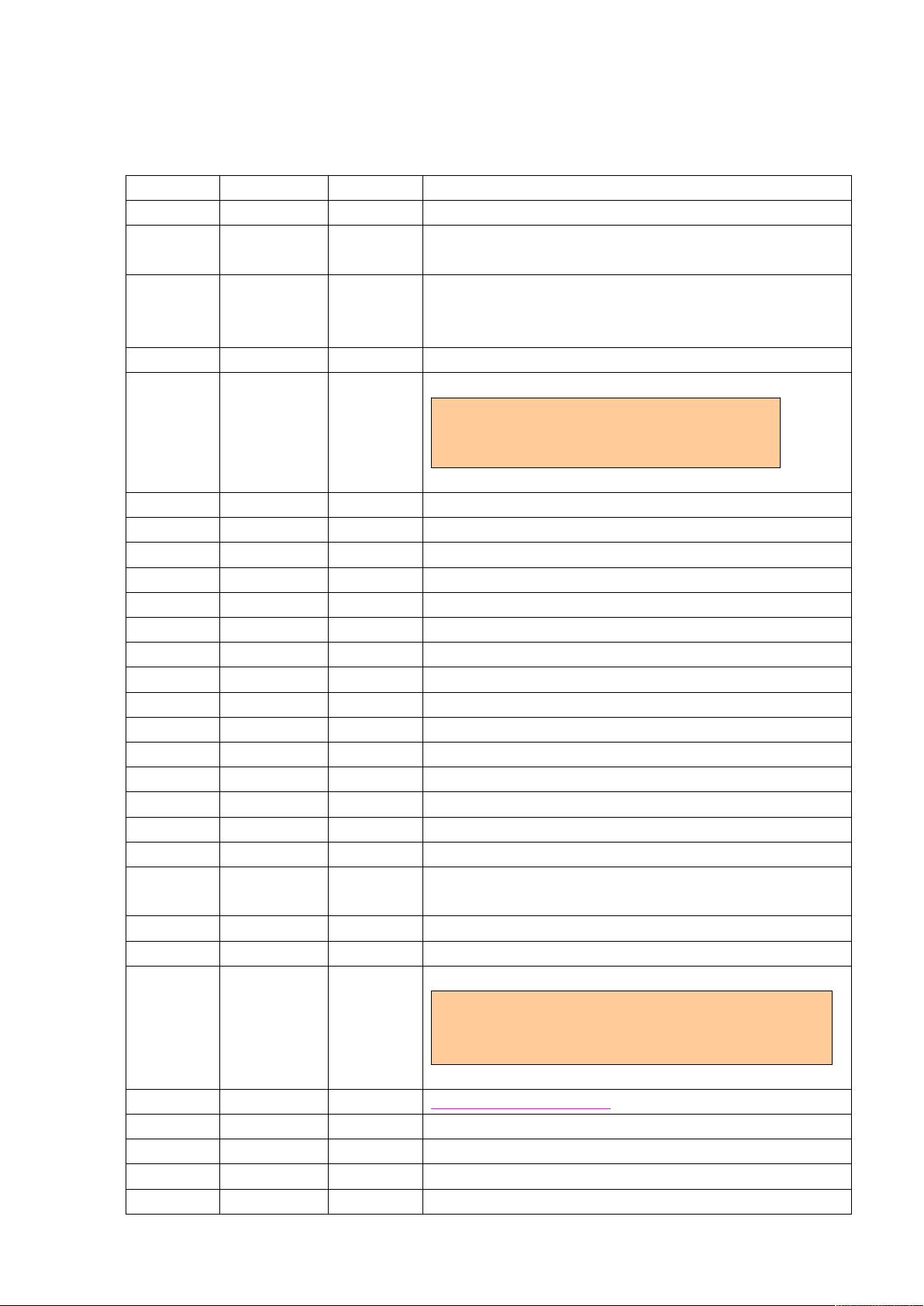
统赢(WPCAM)系统内定变数一览表
变数 宣告 内容
0 R
外定误差值(机台最小位移量)
。
A R
外型切断使用补正量 0:与第一刀相同补正量
1:使用割一刀的补正量
。
B R
小孔尺寸设定 ex:inti/3(3.0 以下为小孔);ex:inti/-3(引
入线短于 3.0 以下为上孔),inc/0.02(小孔间隙自动放
大 0.02mm)
C R
角落安全距离
。
D I
铜线补正编号 ex:H01,H02
这里是改辅正的 H 码&D 码
E R
切断点强迫过切长度
。
F R
。
G I
G 码输出
。
H R
补正辅助码 ex: H110,H109,H111
。
I,J R
圆心的 X,Y 方向座标
。
N I
NC 程式行编号(需自行应用)
。
P,Q R
U,V 轴的绝对座标位置
。
R R
圆弧半径值
。
T R
工件初始斜度设定值,整体斜度值,单孔斜度
。
U,V R
相对于 X,Y 轴的辅助面(U,V 面)相对座标
。
W R
UV 面的绝对(Z)高度
。
X,Y R
铜线的 X,Y 座标值
。
Z R
上导具的 Z 座标值
。
27 R
铜线倾斜的斜度输出值
29 R
铜线初始斜度设定
。
30 R
上下异形分段裕量:#30=0:(上模滑块)程式面路径
面积<辅助面积,#30=1:(下模滑块) >辅助面积
。
31 R
上下异形最大分段长度
。
32 R
工件厚度设定值
。
33,34 R
UV 面上圆心的 X,Y 方向座标值
这里是改上下异形走圆弧的,可以把字母 I&J 改成
K&L
35 R
当 @35=2, 表示粗割完成 ,已进入精修程式段
36 R
。
37 I
切割型式 0:模孔,1:冲头
38
39
下载后可阅读完整内容,剩余8页未读,立即下载
相关推荐


11 浏览量

9 浏览量
5 浏览量

success100
- 粉丝: 0
 我的内容管理
展开
我的内容管理
展开







最新资源
- 久度免费文件代存系统 v1.0:全技术领域源码分享
- 深入解析caseyjpaul.github.io的HTML结构
- HTML5视频播放器的实现与应用
- SSD7练习9完整答案解析
- 迅捷PDF完美转PPT技术:深度识别PDF内容
- 批量截取子网页工具:Python源码分享与使用指南
- Kotlin4You: 探索设计模式与架构概念
- 古典风格茶园茶叶酿制企业网站模板
- 多功能轻量级jquery tab选项卡插件使用教程
- 实现快速增量更新的jar包解决方案
- RabbitMQ消息队列安装及应用实战教程
- 简化操作:一键脚本调用截图工具使用指南
- XSJ流量积算仪控制与数显功能介绍
- Android平台下的AES加密与解密技术应用研究
- Место-响应式单页网站的项目实践
- Android完整聊天客户端演示与实践
