西门子PLC基础指令详解与对比
需积分: 38 18 浏览量
更新于2024-07-23
收藏 697KB PDF 举报
"西门子PLC的基本指令和编程方式"
西门子PLC是工业自动化领域广泛应用的控制器,尤其以其S7系列著名。对于初学者来说,理解西门子PLC的基本指令至关重要。西门子PLC指令系统包括了逻辑操作、定时器、计数器、数据处理等多种功能,能够满足各种复杂的控制需求。
首先,了解西门子PLC与三菱PLC之间的基本指令异同是学习的基础。两者虽然都是基于梯形图的编程方式,但具体的指令和元件表示有所差异。例如,西门子PLC的输入继电器用"I"表示,输出继电器用"Q",辅助继电器用"M",定时器用"T",计数器用"C",而数据寄存器通常以数据块"DB"和本地数据"L"的形式存在。在数据长度方面,西门子PLC使用X(位)、B(字节)、W(字)和D(双字)来定义。
在基本逻辑指令方面,西门子PLC与三菱PLC有类似的操作,例如:
1. LD (Load):装载指令,用于从输入或辅助继电器加载值到工作寄存器。
2. LDN (Load Not):装载非指令,加载的是输入或辅助继电器的非(取反)值。
3. A (And):与指令,对两个输入进行逻辑与运算。
4. ANI (And Not):与非指令,一个输入与非另一个输入进行逻辑与运算。
5. O (Or):或指令,对两个输入进行逻辑或运算。
6. ORI (Or Not):或非指令,一个输入与非另一个输入进行逻辑或运算。
7. NOT (Invert):反转指令,翻转输入的逻辑状态。
8. = (Output):输出指令,将工作寄存器的值输出到输出继电器或辅助继电器。
9. S (Set):置位指令,设置一个位或字节为1。
10. R (Reset):复位指令,将一个位或字节设置为0。
除了梯形图编程,西门子PLC还支持指令表编程和功能块图编程。指令表是一种文本形式的编程,直观且易于理解。功能块图则更侧重于图形化表示,适合处理复杂逻辑和数学运算。
在功能块图中,指令以图形化的方式表示,如"SUB"代表子程序,"IN1"和"IN2"为输入,"O"为目标输出。例如,`LDX0 SUB D100 K10 D200 OUT Y20`这条指令在功能块图中表现为一个子程序,其输入为X0,执行D100加10并存入D200,最后输出结果到Y20。
通过对比不同编程语言的程序实例,如梯形图和指令表,可以深入理解它们之间的联系和区别。例如,一个简单的电机启动/停止控制环节可以用到"LD"、"OR"和"="等指令,同时在不同编程语言中,这些指令的表示方式会有所不同。
学习西门子PLC的基本指令是进入自动化领域的第一步,熟练掌握这些指令,将有助于理解和编写控制程序,实现设备的自动化运行。随着经验的积累,还可以进一步探索高级指令和西门子的其他编程工具,如SIMATIC Step 7,以应对更复杂的工业控制任务。
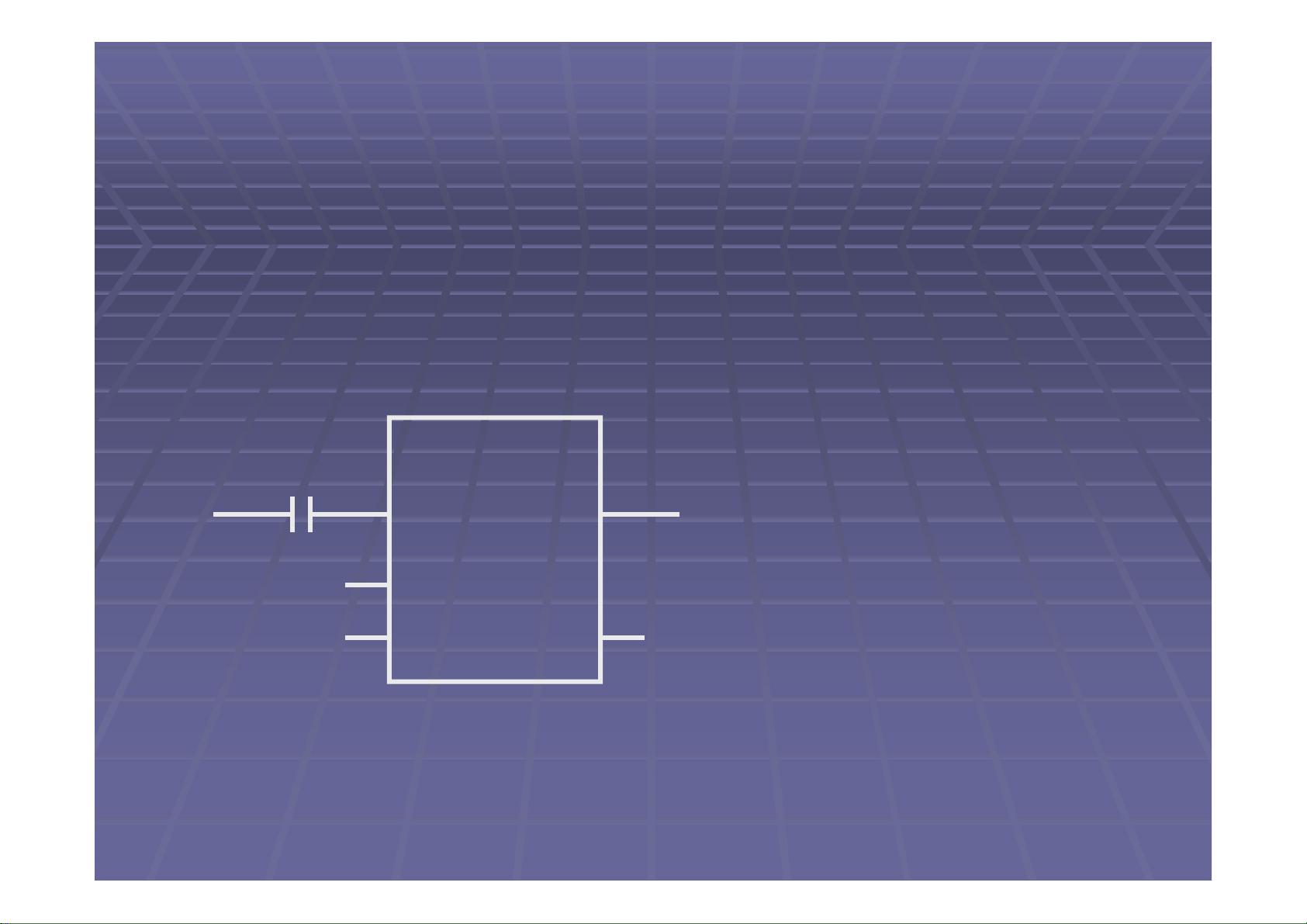
例LD X0 SUB D100 K10 D200 OUT Y20
SUB_R
IN1
O
EN ENO
IN2
DBW200
DBW100
10
X0
EN:允许输入;ENO:允许输出;IN1:源1;IN2:源2:O:目标
(Q2.0)
剩余26页未读,继续阅读
2021-10-07 上传
2023-07-03 上传
2024-09-10 上传
2024-09-12 上传
2024-01-21 上传
2023-09-04 上传
2023-09-26 上传

lixueliang5201
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- WebLogic集群配置与管理实战指南
- AIX5.3上安装Weblogic 9.2详细步骤
- 面向对象编程模拟试题详解与解析
- Flex+FMS2.0中文教程:开发流媒体应用的实践指南
- PID调节深入解析:从入门到精通
- 数字水印技术:保护版权的新防线
- 8位数码管显示24小时制数字电子钟程序设计
- Mhdd免费版详细使用教程:硬盘检测与坏道屏蔽
- 操作系统期末复习指南:进程、线程与系统调用详解
- Cognos8性能优化指南:软件参数与报表设计调优
- Cognos8开发入门:从Transformer到ReportStudio
- Cisco 6509交换机配置全面指南
- C#入门:XML基础教程与实例解析
- Matlab振动分析详解:从单自由度到6自由度模型
- Eclipse JDT中的ASTParser详解与核心类介绍
- Java程序员必备资源网站大全
