CNC与PMC接口手册:信号地址与传输范围解析
版权申诉
180 浏览量
更新于2024-07-05
收藏 6.54MB PDF 举报
"CNC与PMC间的接口手册主要介绍了CNC(计算机数字控制)与PMC(可编程逻辑控制器)在机床操作中的通信协议和信号地址。手册内容涉及到T系列和M系列机床的不同信号使用情况,以及使用不同接口(PMC-SA1和PMC-SB7)时的信号传输范围和注意事项。"
在机床自动化领域,CNC和PMC的协同工作至关重要。CNC负责处理复杂的加工路径计算和控制,而PMC则主要负责机床的辅助功能和逻辑控制。本手册详细列出了CNC与PMC之间的接口信号地址,以便于理解和调试两者之间的通信。
在T系列和M系列机床中,某些信号地址是有区别的。例如,EXLM和ST是通用信号,适用于两种系列,而STLK仅用于T系列,RLSOT则专用于M系列。这提示我们在编程时需要根据具体机床系列选择正确的信号地址。
对于PMC-SA1接口,信号地址范围从G000到G255是PMC传送到CNC的信号,而F000到F255是CNC传送到PMC的信号。需要注意的是,PMC-SA1的编程软件不支持G256及其以上以及F256及其以上的地址,这意味着一些依赖这些信号的系统特性可能无法使用。
另一方面,使用PMC-SB7接口时,信号传输范围扩大至G000到G512(PMC到CNC)和F000到F512(CNC到PMC)。这样的设计允许更多的信号交互,提高了系统的扩展性和灵活性。
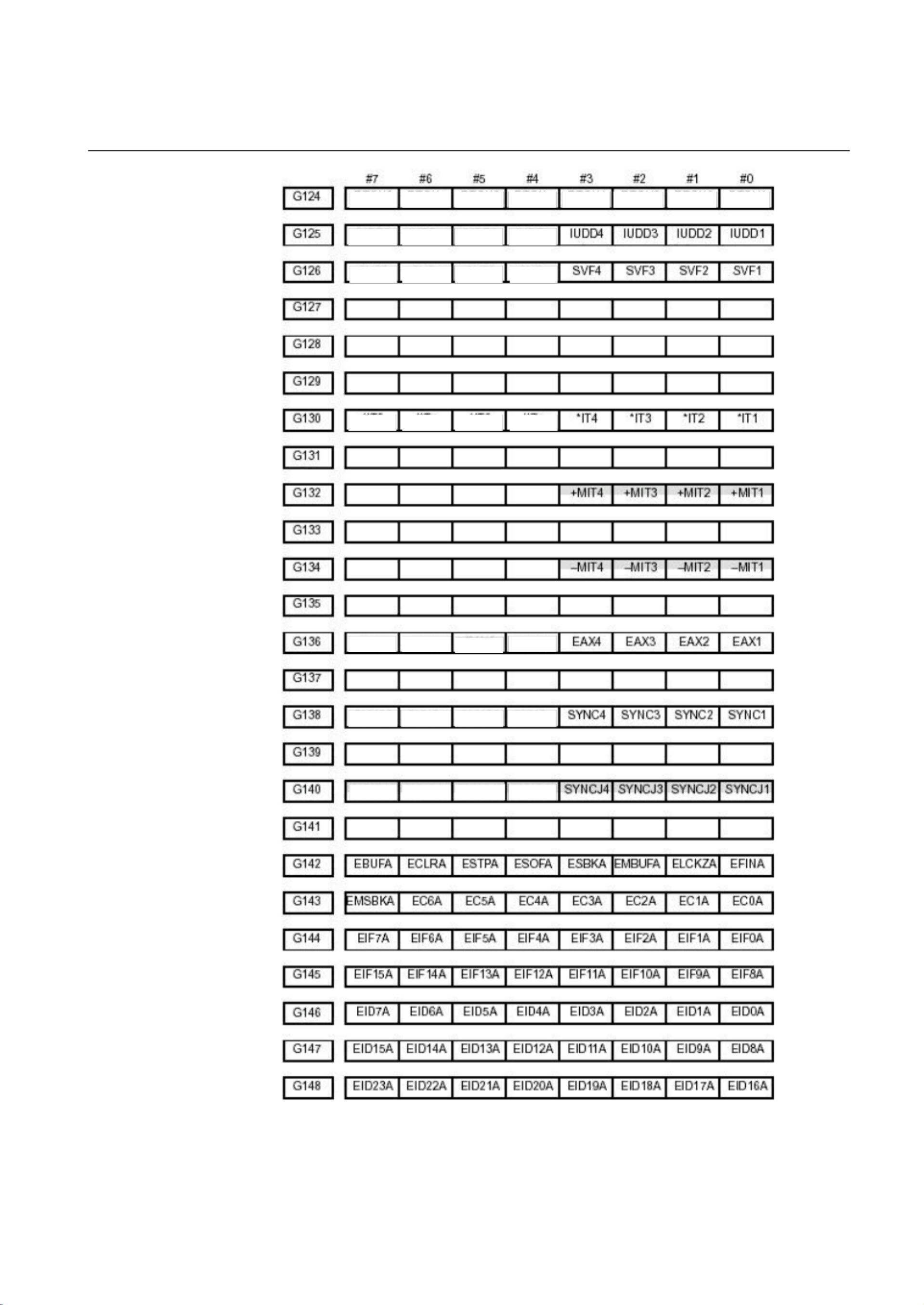
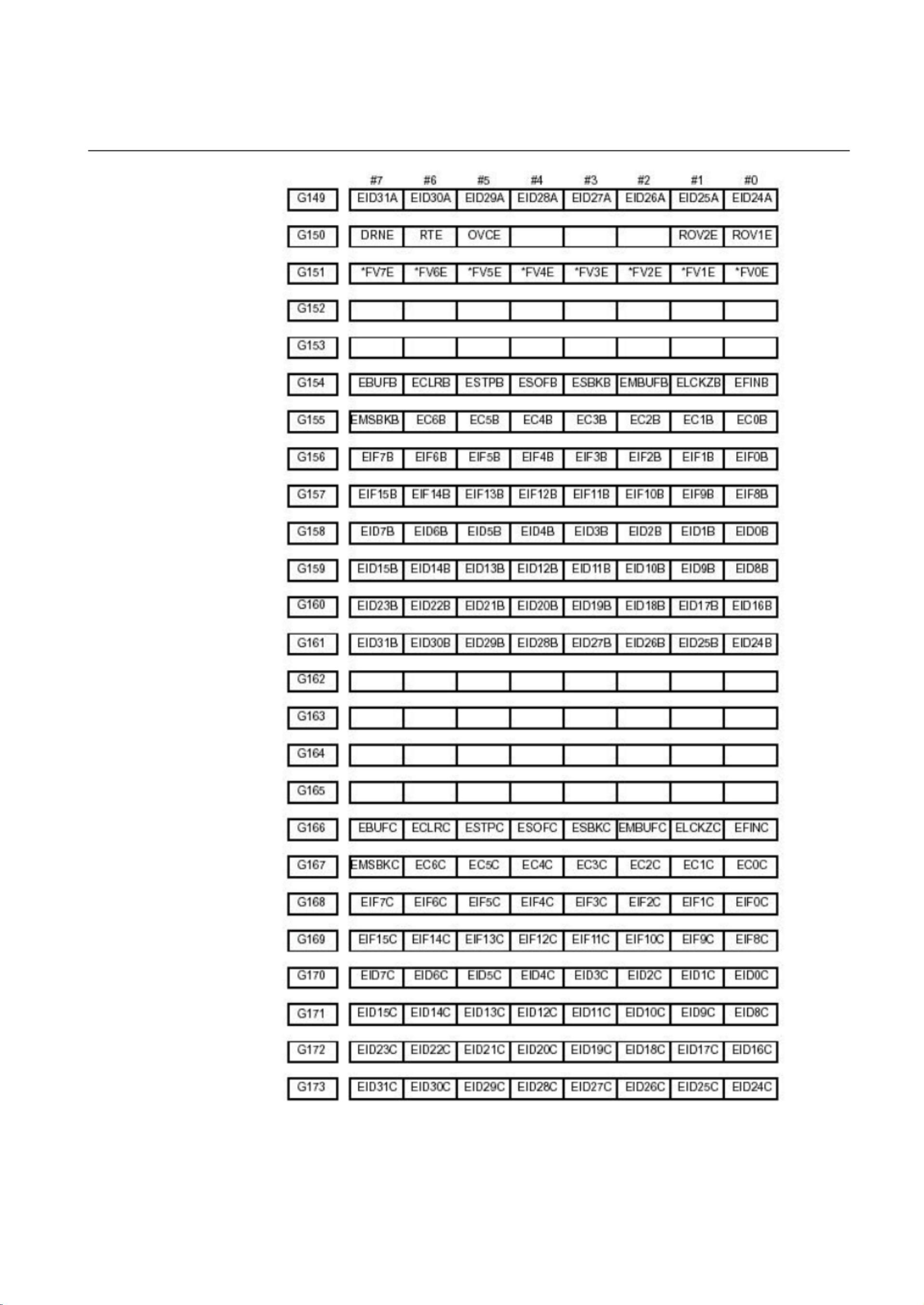
手册还列出了详细的位号和地址表,包括从G000到X000以及F000到Y000的地址范围,进一步明确了不同类型的信号分配。这些详细信息对进行机床控制程序的编写和故障排查极其有价值。
这份接口手册为理解和优化CNC与PMC之间的通信提供了详细指南,涵盖了不同系列机床的特性和接口使用的限制,是机床操作和维护人员不可或缺的技术参考资料。通过深入学习和应用手册中的知识,可以提升设备运行效率,减少故障发生,确保生产过程的稳定和高效。
B-63833C-1/02 A.CNC与 PMC间的接口
- 993 -
剩余49页未读,继续阅读
2024-06-30 上传
2019-10-11 上传
2021-08-04 上传
2020-05-21 上传
2021-02-03 上传
2019-12-18 上传
2021-12-20 上传
2019-10-18 上传
2021-05-07 上传

csh18750931974
- 粉丝: 0
- 资源: 8万+
 我的内容管理
展开
我的内容管理
展开







最新资源
- JavaScript实现的高效pomodoro时钟教程
- CMake 3.25.3版本发布:程序员必备构建工具
- 直流无刷电机控制技术项目源码集合
- Ak Kamal电子安全客户端加载器-CRX插件介绍
- 揭露流氓软件:月息背后的秘密
- 京东自动抢购茅台脚本指南:如何设置eid与fp参数
- 动态格式化Matlab轴刻度标签 - ticklabelformat实用教程
- DSTUHack2021后端接口与Go语言实现解析
- CMake 3.25.2版本Linux软件包发布
- Node.js网络数据抓取技术深入解析
- QRSorteios-crx扩展:优化税务文件扫描流程
- 掌握JavaScript中的算法技巧
- Rails+React打造MF员工租房解决方案
- Utsanjan:自学成才的UI/UX设计师与技术博客作者
- CMake 3.25.2版本发布,支持Windows x86_64架构
- AR_RENTAL平台:HTML技术在增强现实领域的应用
