FANUC PMC编程基础:急停与超程处理
需积分: 10 10 浏览量
更新于2024-07-21
1
收藏 11.67MB DOC 举报
“FANUC PMC编程基础,包括急停、硬件超程的处理以及准备信号的解析。”
在FANUC PMC编程中,了解并掌握基本的程序结构和关键信号处理至关重要。PMC(Programmable Machine Control)是FANUC数控系统中的一个子系统,负责控制机床的辅助功能和运动。本资源主要讲解了FANUC 0I PMC编程实例,重点涉及第一级程序结构中的急停和硬件超程处理,以及第二级程序中的一些准备工作。
1. **急停信号的处理**
- *ESP(x1008#4,G008#4)是一个输入信号,当它变为“0”时,CNC系统会被复位并进入急停状态,伺服准备信号SA会变为“0”。梯形图显示了信号如何在逻辑上影响系统的运行。
2. **超程信号的处理**
- 超程信号如*L1~*L4 (G114和G116)是输入信号,当轴达到行程极限时,这些信号变为“0”,导致自动操作时所有轴停止,并触发报警。手动操作时,只有移动的轴停止。超程信号可以通过参数3064#5来启用或禁用。
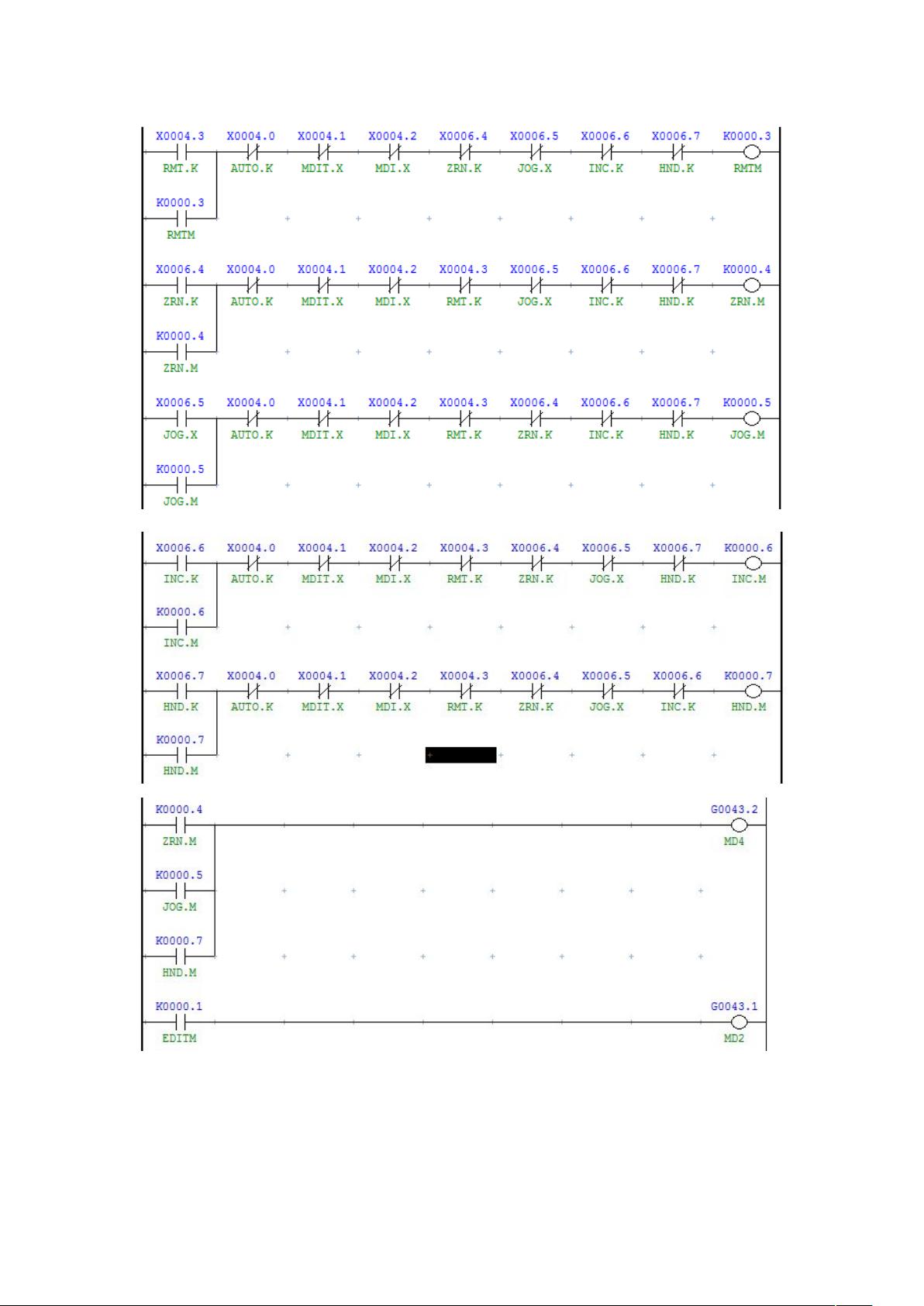
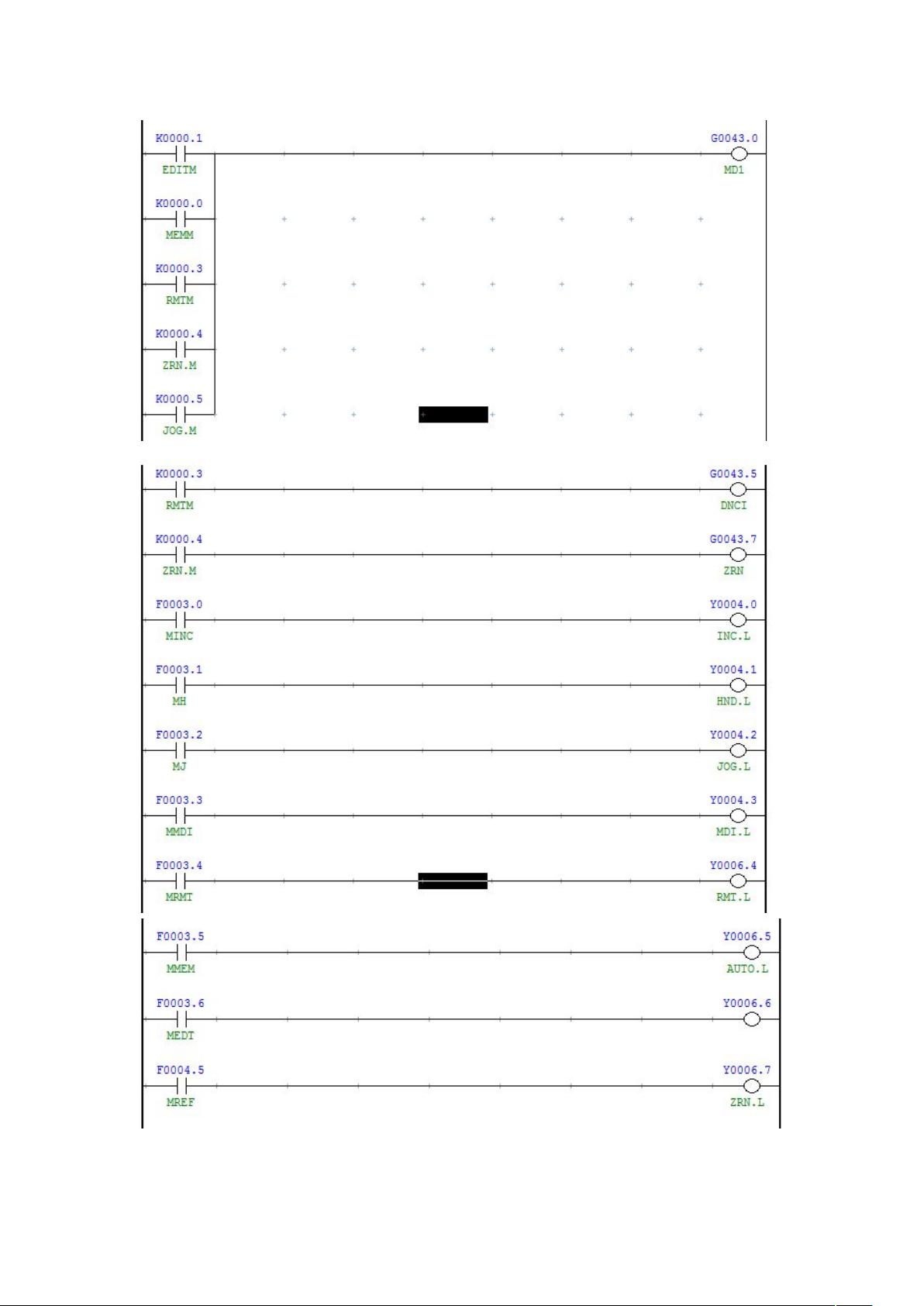
3. **第二级程序结构**
- 第二级程序包含了更多细节,如准备、模式选择、JOG、HNDL、REF、EDIT、MEMORY、MFNC、SFNC、TFNC以及其他功能的处理。这里主要介绍了准备信号,包括:
- 开机脉冲指令,标志着系统启动。
- CNC就绪信号[MA(F001#7)],表明CNC系统已经准备好进行操作。
- 伺服就绪信号[SA(F000#6)],表示伺服系统已经准备好,可以驱动轴运动。
- 复位信号(F1.1:RST),在急停或外部复位信号激活时,CNC会被复位。
通过这些基础概念,PMC程序员可以更好地理解FANUC系统如何响应各种情况,从而编写更精确、更安全的控制程序。在实际编程过程中,确保在程序的适当位置处理这些信号,以保证机床的正常运行和安全。

2016-05-22 上传
2015-06-04 上传
102 浏览量

qq_31336823
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- 高清艺术文字图标资源,PNG和ICO格式免费下载
- mui框架HTML5应用界面组件使用示例教程
- Vue.js开发利器:chrome-vue-devtools插件解析
- 掌握ElectronBrowserJS:打造跨平台电子应用
- 前端导师教程:构建与部署社交证明页面
- Java多线程与线程安全在断点续传中的实现
- 免Root一键卸载安卓预装应用教程
- 易语言实现高级表格滚动条完美控制技巧
- 超声波测距尺的源码实现
- 数据可视化与交互:构建易用的数据界面
- 实现Discourse外聘回复自动标记的简易插件
- 链表的头插法与尾插法实现及长度计算
- Playwright与Typescript及Mocha集成:自动化UI测试实践指南
- 128x128像素线性工具图标下载集合
- 易语言安装包程序增强版:智能导入与重复库过滤
- 利用AJAX与Spotify API在Google地图中探索世界音乐排行榜
