Fanuc编程指南:详解基础到高级功能
需积分: 14 158 浏览量
更新于2024-07-30
收藏 1.63MB DOC 举报
Fanuc编程说明书详细介绍了FANUC系统在机械制造业中的编程应用,主要涵盖了以下几个关键知识点:
1. 综述与基本功能:
- 可编程功能:包括控制机床执行各种操作的能力,如快速定位、直线插补、圆弧插补等。
- 准备功能:设置机床状态,如进给速度、切削方式、暂停等,以确保加工过程的精确性和效率。
2. 插补功能:
- 快速定位(G00):用于快速移动到目标位置,不考虑路径,常用于程序启动和换刀。
- 直线插补(G01):直线移动,按照指定的速度和方向进行。
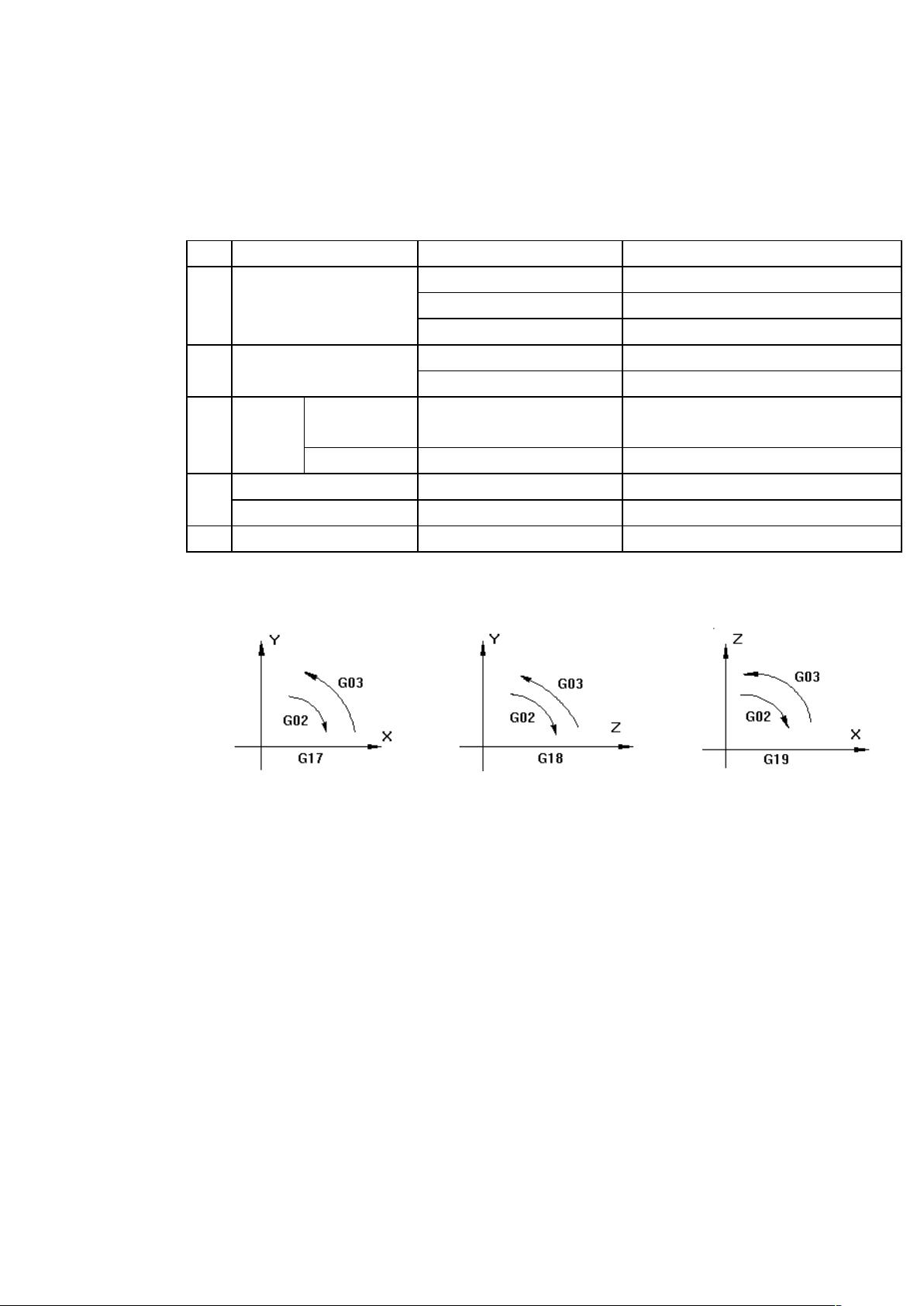
- 圆弧插补(G02/G03):分别用于顺时针和逆时针圆弧插补,控制刀具沿预定的圆弧轨迹移动。
3. 进给功能:
- 进给速度设定:通过S代码控制主轴的进给速度。
- 自动加减速控制:使进给在开始和结束时平滑过渡,减少冲击。
- 切削方式选择:不同G代码如G64控制不同的切削策略。
- 暂停(G04):临时停止程序执行,待特定条件满足后继续。
4. 坐标系与参考点:
- 机床坐标系:基础参考框架,通过G53指令可选择或切换。
- 参考点指令(G27~G30):用于设定或确认参考点的位置,便于程序复位和定位。
- 工件坐标系:G54~G59预置坐标系,G92可编程坐标系,G52局部坐标系用于局部工作区域。
5. 坐标值与尺寸单位:
- 绝对值编程(G90)和增量值编程(G91):控制坐标值的计算基础,前者基于绝对坐标,后者基于当前位置。
6. 辅助功能:
- M代码:控制机床的非切削动作,如程序控制、主轴速度、攻丝(M29)等。
- t代码:用于循环次数的设定。
- S代码:主轴转速指令。
7. 程序结构:
- 纸带程序的组成,包括起始符、前导部分、程序起始、正文、注释、结束符等。
- 程序正文的组织规则,如地址和指令的使用,以及主程序和子程序的调用。
8. 简化编程:
- 固定循环指令(G73~G84):针对常见的孔加工任务提供简化编程,如钻孔、攻丝、精镗等,减少了编程复杂性。
FANUC编程说明书深入浅出地介绍了如何利用FANUC系统的各种功能和指令,使机械加工人员能够编写出高效、精确的数控机床程序,以适应复杂的生产需求。掌握这些内容对于操作和优化FANUC系统至关重要。
在
X--Z
平面
G18 { G02 / G03 } X__ Z__ { ( I__ K__ ) / R__ } F__
;
在
Y--Z
平面
G19 { G02 / G03 } Y__ Z__ { ( J__ K__ ) / R__ } F__
;
序号 数据内容 指
令 含
义
1
平面选择
G17
指定
X--Y
平面上的圆弧插补
G18
指定
X--Z
平面上的圆弧插补
G19
指定
Y--Z
平面上的圆弧插补
2
圆弧方向
G02
顺时针方向的圆弧插补
G03
逆时针方向的圆弧插补
3
终点
位置
G90
模态
X
、
Y
、
Z
中的两轴指令 当前工件坐标系中终点位置的坐
标值
G91
模态
X
、
Y
、
Z
中的两轴指令 从起点到终点的距离
有方向的
4
起点到圆心的距离
I
、
J
、
K
中的两
轴指令 从起点到圆心的距离
有方向的
圆弧半径
R
圆弧半径
5
进给率
F
沿圆弧运动的速度
在这里,我们所讲的圆弧的方向,对于
X--Y
平面来说,是由
Z
轴的正向往
Z
轴的
负向看
X--Y
平面所看到的圆弧方向,同样,对于
X--Z
平面或
Y--Z
平面来说,观测的方
向则应该是从
Y
轴或
X
轴的正向到
Y
轴或
X
轴的负向(适用于右手坐标系如下图所
示)。
圆弧的终点由地址
X
、
Y
和
Z
来确定。在
G90
模态,即绝对值模态下,地址
X
、
Y
、
Z
给出了圆弧终点在当前坐标系中的坐标值;在
G91
模态,即增量值模态下,地
址
X
、
Y
、
Z
给出的则是在各坐标轴方向上当前刀具所在点到终点的距离。
在
X
方向,地址
I
给定了当前刀具所在点到圆心的距离,在
Y
和
Z
方向,当前刀具
所在点到圆心的距离分别由地址
J
和
K
来给定,
I
、
J
、
K
的值的符号由它们的方向来确
定。
对一段圆弧进行编程,除了用给定终点位置和圆心位置的方法外,我们还可以用
给定半径和终点位置的方法对一段圆弧进行编程,用地址
R
来给定半径值,替代给定
圆心位置的地址。
R
的值有正负之分,一个正的
R
值用来编程一段小于
180
度的圆弧,
一个负的
R
值编程的则是一段大于
180
度的圆弧。编程一个整圆只能使用给定圆心的方
法。
57


剩余60页未读,继续阅读
2024-12-02 上传
2024-12-02 上传
2024-12-02 上传
2024-12-02 上传
2024-12-02 上传

w445089995
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- WordPress作为新闻管理面板的实现指南
- NPC_Generator:使用Ruby打造的游戏角色生成器
- MATLAB实现变邻域搜索算法源码解析
- 探索C++并行编程:使用INTEL TBB的项目实践
- 玫枫跟打器:网页版五笔打字工具,提升macOS打字效率
- 萨尔塔·阿萨尔·希塔斯:SATINDER项目解析
- 掌握变邻域搜索算法:MATLAB代码实践
- saaraansh: 简化法律文档,打破语言障碍的智能应用
- 探索牛角交友盲盒系统:PHP开源交友平台的新选择
- 探索Nullfactory-SSRSExtensions: 强化SQL Server报告服务
- Lotide:一套JavaScript实用工具库的深度解析
- 利用Aurelia 2脚手架搭建新项目的快速指南
- 变邻域搜索算法Matlab实现教程
- 实战指南:构建高效ES+Redis+MySQL架构解决方案
- GitHub Pages入门模板快速启动指南
- NeonClock遗产版:包名更迭与应用更新
