"SPC统计过程管制课程内含内容及历史发展"
版权申诉
97 浏览量
更新于2024-03-03
收藏 1.03MB PPTX 举报
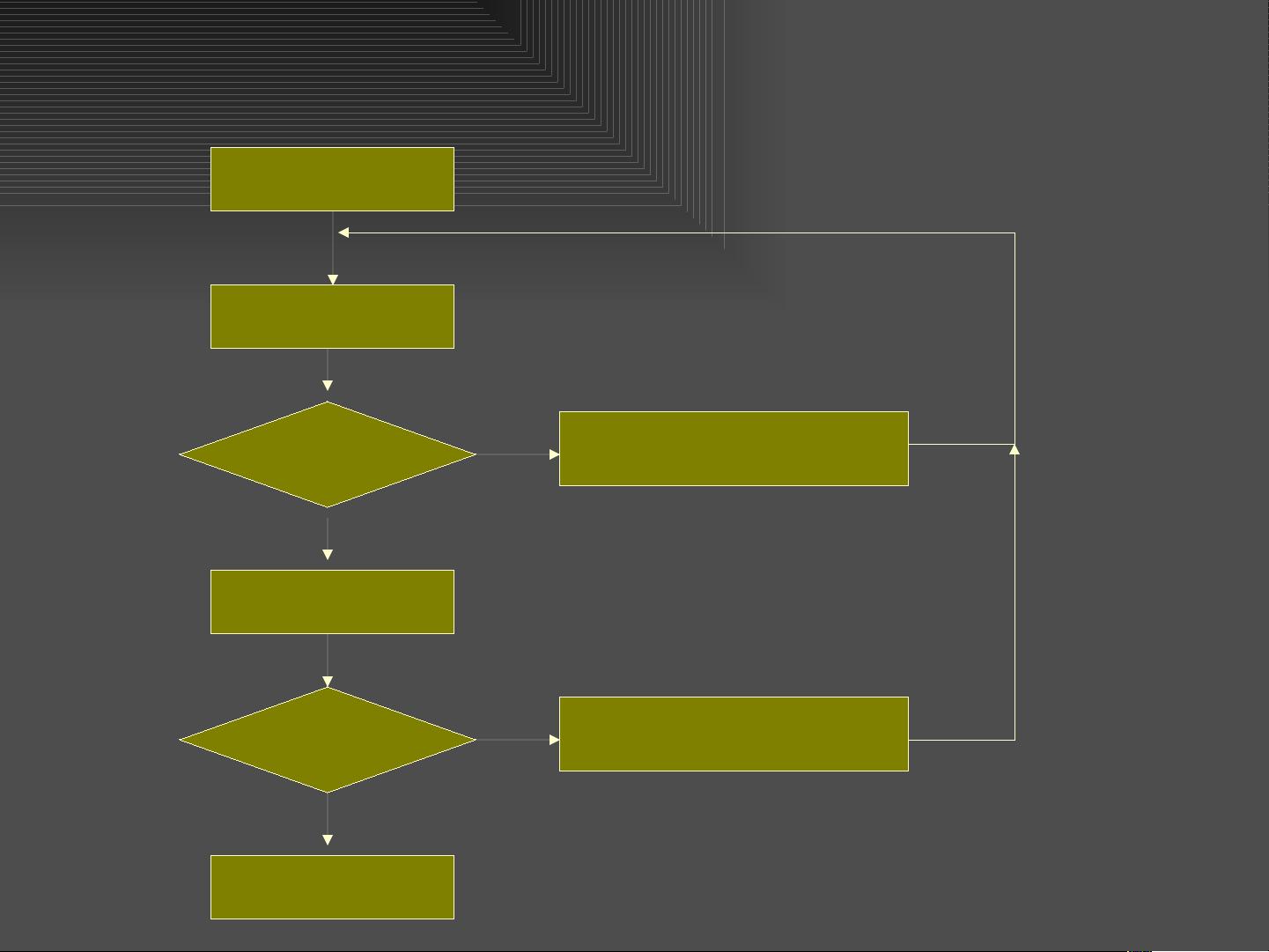
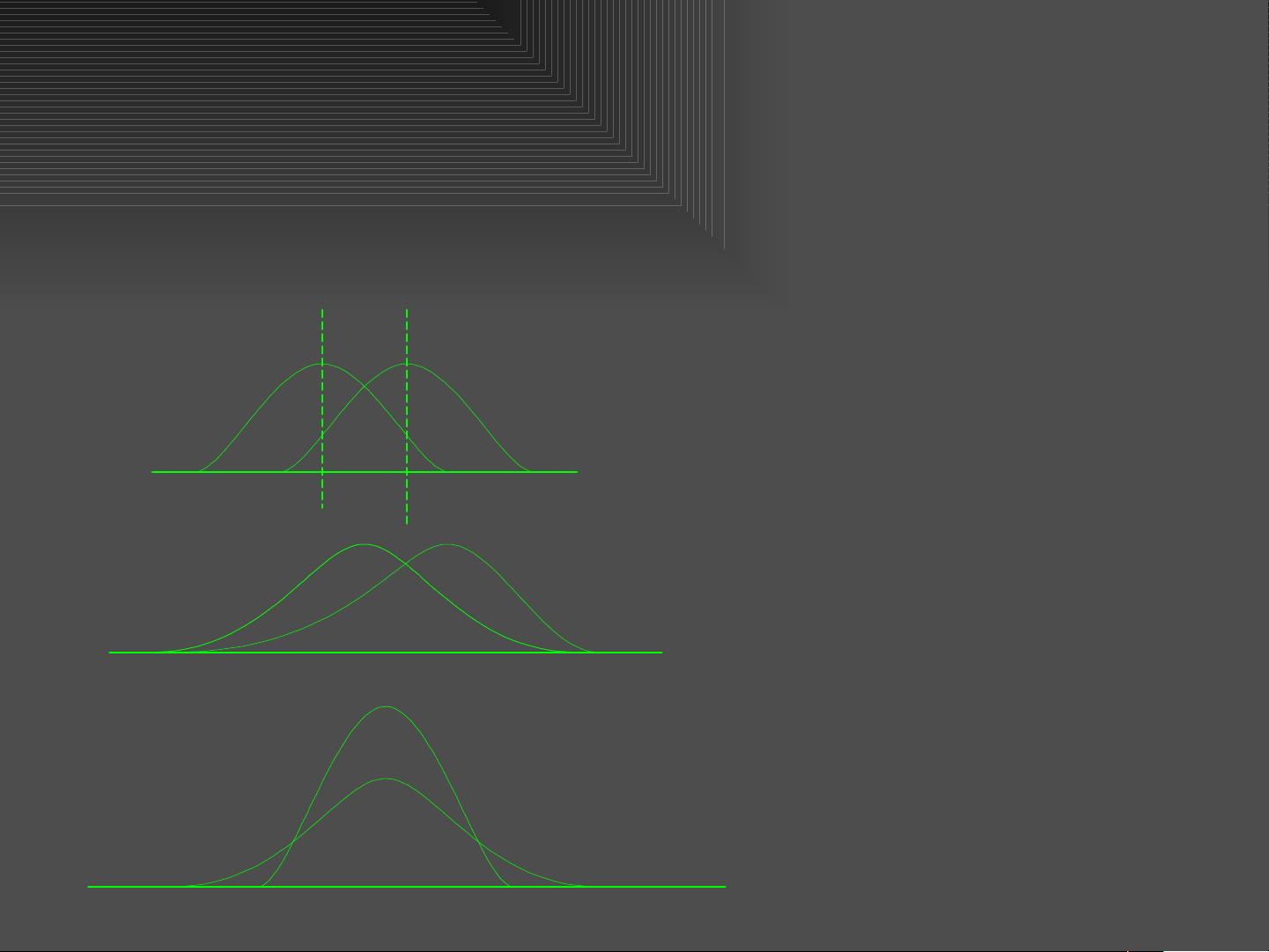
SPC统计过程管制课程内容包括了控制图的历史、说明、原理、种类和选择、正态分布、α,β 风险、普通原因和特殊原因的解释、使用控制图的注意事项、不同类型的控制图(如X-R, X-S, X-Rm, P, np, c, u)、以及如何解读控制图中的Ca, Cp, Cpk, Pp, Ppk, Cmk指数等内容。控制图最早由美国品质大师W.A. Shewhart博士于1924年发明,因其简单易用且效果显著,在品质管制中被广泛运用。英国于1932年邀请Shewhart博士前往伦敦主讲统计品质管制,进一步推广了控制图在工业领域的应用。日本则是由W.E. Deming博士在1950年引入控制图,同年日本制定了相关的JIS标准,激发了将统计方法运用到工业领域的热潮。
控制图作为一种强大的质量管理工具,能够帮助企业识别生产过程中的普通原因和特殊原因,进而有针对性地进行改进和优化。控制图不仅可以帮助企业实现质量稳定,还可以提高产品的一致性和标准化程度。通过不同类型的控制图,如X-R, X-S, X-Rm, P, np, c, u等,企业可以监控不同类型的过程,并及时发现异常情况,以及采取补救措施。此外,通过分析Ca, Cp, Cpk, Pp, Ppk, Cmk指数等,企业可以评估生产过程的稳定性和质量水平,进一步优化生产流程。
MOTOROLA 的6σ概念是一种追求质量卓越的管理哲学,通过控制图的运用,企业可以实现从产品普通合格率到产品质量卓越率的飞跃,为提高企业的竞争力和市场占有率提供有力支持。控制图的判读对企业来说至关重要,只有准确分析控制图中的数据,找出问题根源,才能更好地改进生产过程,并不断提高产品质量和生产效率。
通过案例研究,我们可以发现控制图在实际生产中的广泛应用,不单单是一种工具,更是一种管理思想和方法。企业需要不断学习和掌握控制图的相关知识和技巧,不断改进和优化生产过程,从而实现质量的提升和效益的最大化。控制图的历史和发展也反映出了品质管理在全球范围内的重要性和不断演进的趋势,企业对此应有充分的认识和重视,才能在激烈的市场竞争中立于不败之地。
2023-02-26 上传
2023-05-26 上传
2023-05-26 上传
2023-03-21 上传
2023-03-30 上传
2023-05-29 上传

文档爱好者
- 粉丝: 8
- 资源: 29万+
 我的内容管理
展开
我的内容管理
展开







最新资源
- 新型智能电加热器:触摸感应与自动温控技术
- 社区物流信息管理系统的毕业设计实现
- VB门诊管理系统设计与实现(附论文与源代码)
- 剪叉式高空作业平台稳定性研究与创新设计
- DAMA CDGA考试必备:真题模拟及章节重点解析
- TaskExplorer:全新升级的系统监控与任务管理工具
- 新型碎纸机进纸间隙调整技术解析
- 有腿移动机器人动作教学与技术存储介质的研究
- 基于遗传算法优化的RBF神经网络分析工具
- Visual Basic入门教程完整版PDF下载
- 海洋岸滩保洁与垃圾清运服务招标文件公示
- 触摸屏测量仪器与粘度测定方法
- PSO多目标优化问题求解代码详解
- 有机硅组合物及差异剥离纸或膜技术分析
- Win10快速关机技巧:去除关机阻止功能
- 创新打印机设计:速释打印头与压纸辊安装拆卸便捷性
