

目 录
第一章 机械手搬运控制工艺分析...........................................................................0
1.1 PLC 简介...................................................................................................................................................0
1.2 机械手简介...............................................................................................................................................2
1.3 控制工艺分析...........................................................................................................................................5
第二章 机械手搬运 PLC 控制系统设计....................................................................6
2.1 I/O 分配及 PLC 类型选择........................................................................................................................6
2.2 PLC 程序设计...........................................................................................................................................7
2.3 PLC 程序的调试.......................................................................................................................................7
第三章 机械手搬运 PLC 监控系统设计....................................................................8
3.1 MCGS 简介...............................................................................................................................................8
3.2 工程的建立与变量的定义.......................................................................................................................9
3.3 工程画面的创建.....................................................................................................................................13
3.4 封面窗口及监控画面的制作.................................................................................................................13
3.5 动画的连接.............................................................................................................................................14
3.6 组态运行.................................................................................................................................................17
结论与体会.......................................................................................................17
参考文献..........................................................................................................18
附 录 一.......................................................................................................18
附 录 二.......................................................................................................20
附 录 三.......................................................................................................22
第一章 机械手搬运控制工艺分析
1.1 PLC 简介
可编程序控制器(Programmable Logic Controller)简称 PLC 或 PC,是从早期的继电器逻辑控制系
统发展而来,它不断吸收微计算机技术使之功能不断增强,逐渐适应复杂的控制任务 。
1. PLC 的结构
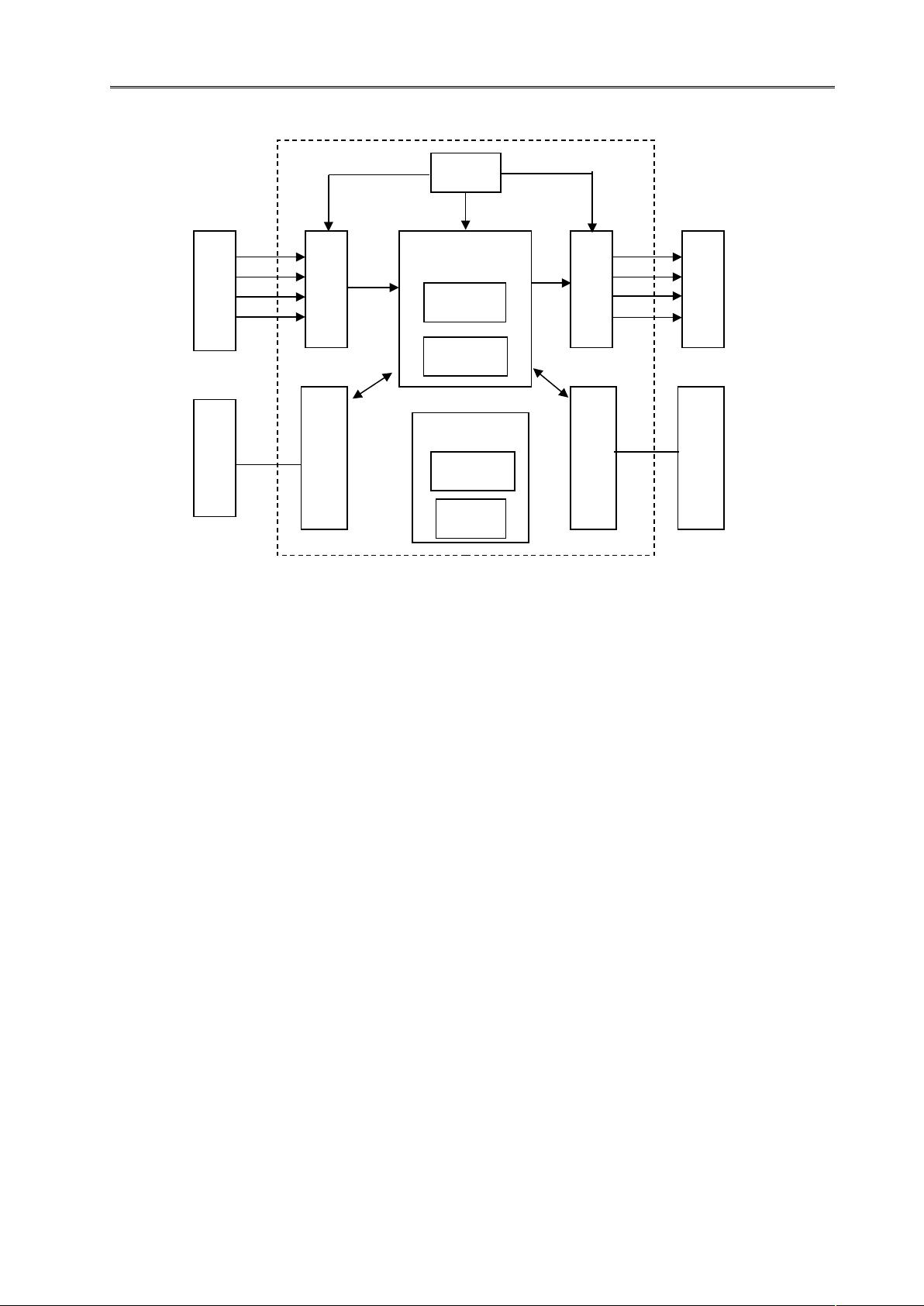
PLC 和一般的微型计算机基本相同,也是由硬件系统和软件系统两大部分组成的。 PLC 的硬件系
统由微处理器(CPU)、存储器(EPROM,ROM)、输入输出(I/O)部件、电源部件、编程器、I/O 扩展单元
剩余22页未读,继续阅读

slip_boy
- 粉丝: 0
- 资源: 1
 我的内容管理
收起
我的内容管理
收起
- 我的资源
快来上传第一个资源
 我的收益 登录查看自己的收益
我的收益 登录查看自己的收益 我的积分
登录查看自己的积分
我的积分
登录查看自己的积分
 我的C币
登录后查看C币余额
我的C币
登录后查看C币余额
 我的收藏
我的收藏  我的下载
我的下载  下载帮助
下载帮助

会员权益专享




最新资源
- RTL8188FU-Linux-v5.7.4.2-36687.20200602.tar(20765).gz
- c++校园超市商品信息管理系统课程设计说明书(含源代码) (2).pdf
- 建筑供配电系统相关课件.pptx
- 企业管理规章制度及管理模式.doc
- vb打开摄像头.doc
- 云计算-可信计算中认证协议改进方案.pdf
- [详细完整版]单片机编程4.ppt
- c语言常用算法.pdf
- c++经典程序代码大全.pdf
- 单片机数字时钟资料.doc
- 11项目管理前沿1.0.pptx
- 基于ssm的“魅力”繁峙宣传网站的设计与实现论文.doc
- 智慧交通综合解决方案.pptx
- 建筑防潮设计-PowerPointPresentati.pptx
- SPC统计过程控制程序.pptx
- SPC统计方法基础知识.pptx
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈



评论2