FANUC系统下理解梯形图:G、F、X、Y信号解析
需积分: 19 29 浏览量
更新于2024-09-13
收藏 1.11MB PDF 举报
"FANUC数控系统的梯形图解读与G、F、X、Y信号解析"
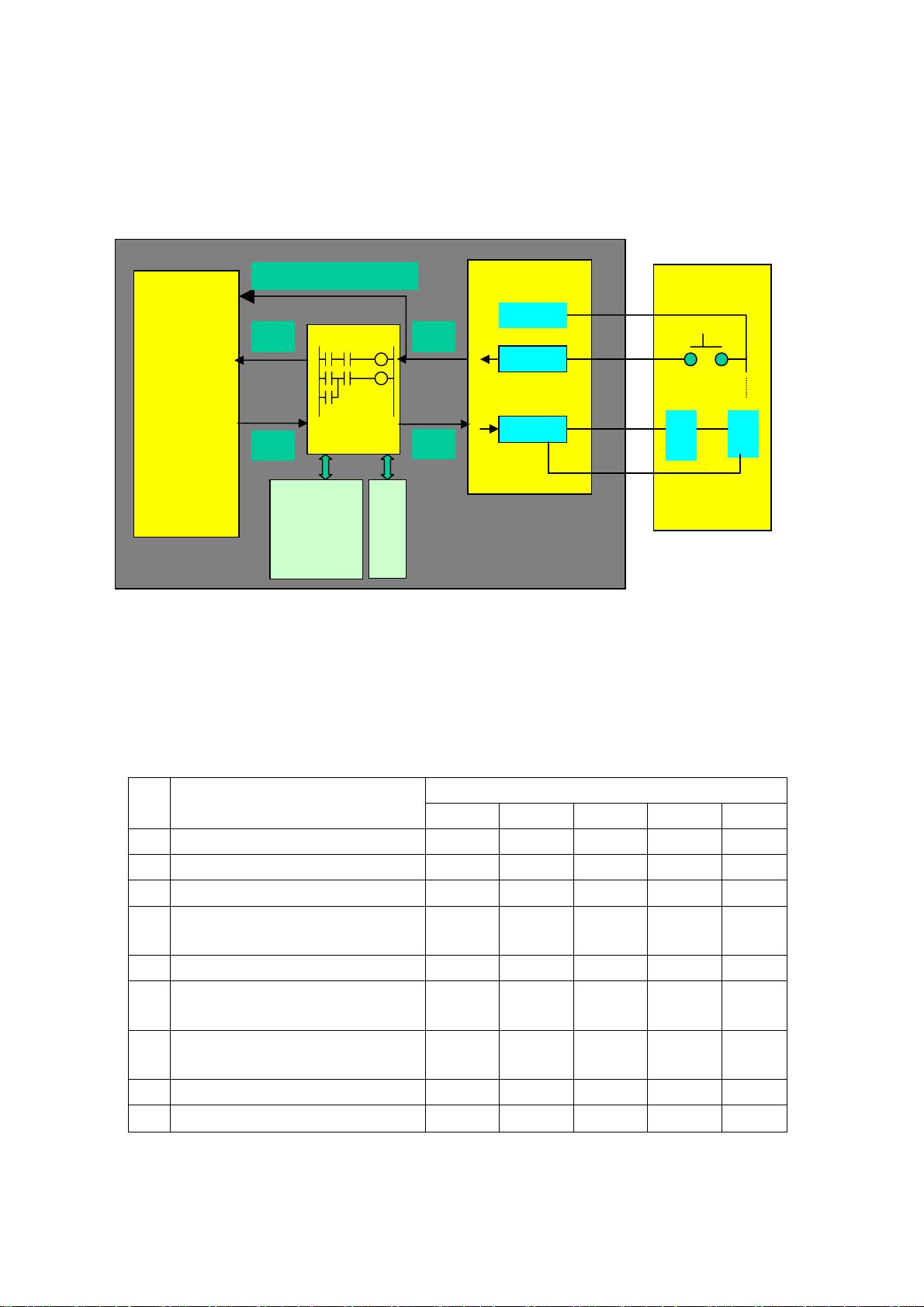
在FANUC数控系统中,梯形图是一种用于编程和控制机床动作的图形化语言,尤其在PMC(可编程逻辑控制器)部分,它通过逻辑门电路的图形表示来描述控制逻辑。理解梯形图有助于我们更好地掌握机床的操作和维护。
首先,我们要明确G、F、X、Y信号的含义:
1. G信号:G代表PMC输出至CNC的信号,即CNC的输入信号。这些信号是预设的,由FANUC公司在设计CNC时根据机床操作需求和系统功能设计。G信号主要包括各种操作指令,如启动CNC动作的子程序、工作方式选择信号以及控制机床特定功能的信号。例如,G8.4对应急停信号,G7.2为自动加工程序启动信号,G29.6用于停止主轴电机等。
2. F信号:F信号通常与进给速度相关,可能涉及到CNC的进给控制,但具体含义未在描述中给出,需要进一步查阅资料。
3. X、Y信号:X、Y通常是位置坐标轴信号,用于指示机床在X轴和Y轴上的运动位置。在梯形图中,它们可能作为输入信号用于判断位置条件,或者作为输出信号控制伺服电机的动作。
在实际应用中,G信号的种类繁多,如G43.0、G43.1和G43.2分别代表MD1、MD2和MD4,这些是工作方式选择信号,影响CNC的运行模式,如EDIT(编辑)、MEMORY(存储器运行)、MDI(手动数据输入)等。DNCI(G043#5)和ZRN(G043#7)则涉及远程控制和零点回归功能。
例如,FIN(G4.3)信号是PMC通知CNC当前操作已完成,允许CNC进行下一步动作的关键信号。当CNC接收到FIN信号,表明辅助功能M或换刀功能T已经执行完毕,可以开始执行下一个加工程序段。
除了上述G信号,还有其他一些关键的G信号,如G007#2(循环启动信号ST),G007#5(位置跟踪信号*FLWU),G007#7(行程到限解除信号RLSOT),G008#0(互锁信号*IT),G008#4(急停信号*ESP),G008#5(进给暂停信号*SP)和G008#6(复位和倒回信号RRW)。这些信号在CNC运行时起到监控和控制的作用,确保机床安全、高效地工作。
在梯形图中,我们还会遇到计数器(Counter, C)、定时器(Timer, T)和保持型继电器(Keep Relay, K)等中间继电器,它们在逻辑控制中起到存储和计算的作用,帮助实现复杂的控制逻辑。
总结来说,理解FANUC的梯形图,特别是G、F、X、Y信号的含义,对于操作和调试FANUC数控系统至关重要。这不仅包括了机床的基本操作,还涵盖了故障诊断、程序优化和自动化控制等多个层面。熟练掌握这些知识,能够使用户更加灵活地运用FANUC系统,提高生产效率并减少停机时间。
1
如何看梯形图
王玉琪
1. 了解 G、F、X、Y 信号的意义
G:PMC 输出至 CNC 的信号(CNC 输入)
是 FANUC 公司设计 CNC 时根据机床操作的要求及 CNC 系统本身应具备的功能而设计好的、
使 CNC 执行工作的指令。
这些信号中有些是启动 CNC 某个动作的子程序。这些子程序是 CNC 控制软件的一部分:根据机床
的实际动作设计好的机床的强电控制功能。如:急停信号*ESP(G8.4);自动加工程序启动信号 ST
(G7.2);CNC 停止主轴电机的信号*SSTP(G29.6)。工作方式选择信号 MD1/MD2/MD4(G43.0~2)、
DNCI(G043#5)、ZRN(G043#7)等等。例如,用方式选择信号确定的工作方式见下表:
另外一些信号是 PMC 通知 CNC,使 CNC 改变或执行某一种运行。如:FIN(G4.3)----是 PMC 通
信号状态
方式
MD4 MD2 MD1 DNC1 ZRN
1 编辑(EDIT) 0 1 1 0 0
2 存储器运行(MEM) 0 0 1 0 0
3 手动数据输入(MDI) 0 0 0 0 0
4 手轮/增量进给
(
HANDLE/INC)
1 0 0 0 0
5 手动连续进给(JOG) 1 0 1 0 0
6
手轮示教(TEACH IN
HANDLE)(THND)
1 1 1 0 0
7
手动连续示教(TEACH IN JOG )
(TJOG)
1 1 0 0 0
8 DNC 运行(RMT) 0 0 1 1 0
9 手动返回参考点 (REF) 1 0 1 0 1
数
控
系
统
机床
接收
驱动
负
载
电
源
公共端
DI/DO
G
F
X
Y
*ESP
,
*DECx等
保持型继电器
•Counter (C)
•Timer (T)
•Kee
p
rela
y
(
K
)
中
间
继
电
下载后可阅读完整内容,剩余9页未读,立即下载
2011-11-13 上传
2010-08-02 上传
2021-10-02 上传
2022-07-15 上传

开心男孩
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- Python-DataStructure-GFG-实践
- Starling-Extension-Particle-System:Starling框架的粒子系统,与71squared.com的“粒子设计器”兼容
- 30dayJSPractice:我将按照Wes BosJavaScript 30课程来练习Vanilla JS。 此知识库中有一些个人笔记的解决方案,可帮助我在JS上更强壮
- audiobook-player-alexa
- 新翔ASP培训学校教学管理系统
- Excel模板考场桌面标签.zip
- datepicker:显示日历,然后为彩票选择随机日期
- EPANET:供水系统液压和水质分析工具包
- MAX31855温度检测_MAX31855
- SimpleMachineLearningExp:我与机器学习的第一次互动!
- A-Recipe:Soorji ka Halwa的食谱。 享受!
- 无限跑者游戏
- DesignPattern:设计模式小Demo
- BMITaven.rar
- manga4all-ui:manga4all-ui
- InjectableGenericCameraSystem:这是一个通用的相机系统,可用作相机在游戏内拍摄屏幕截图的基础。 该系统的主要目的是通过用我们自己的值覆盖其摄像机结构中的值来劫持游戏中的3D摄像机,以便我们可以控制摄像机的位置,俯仰角值,FoV和摄像机的外观向量
