三菱E60三轴数控系统控制程序详解
需积分: 42 150 浏览量
更新于2024-07-31
2
收藏 155KB PDF 举报
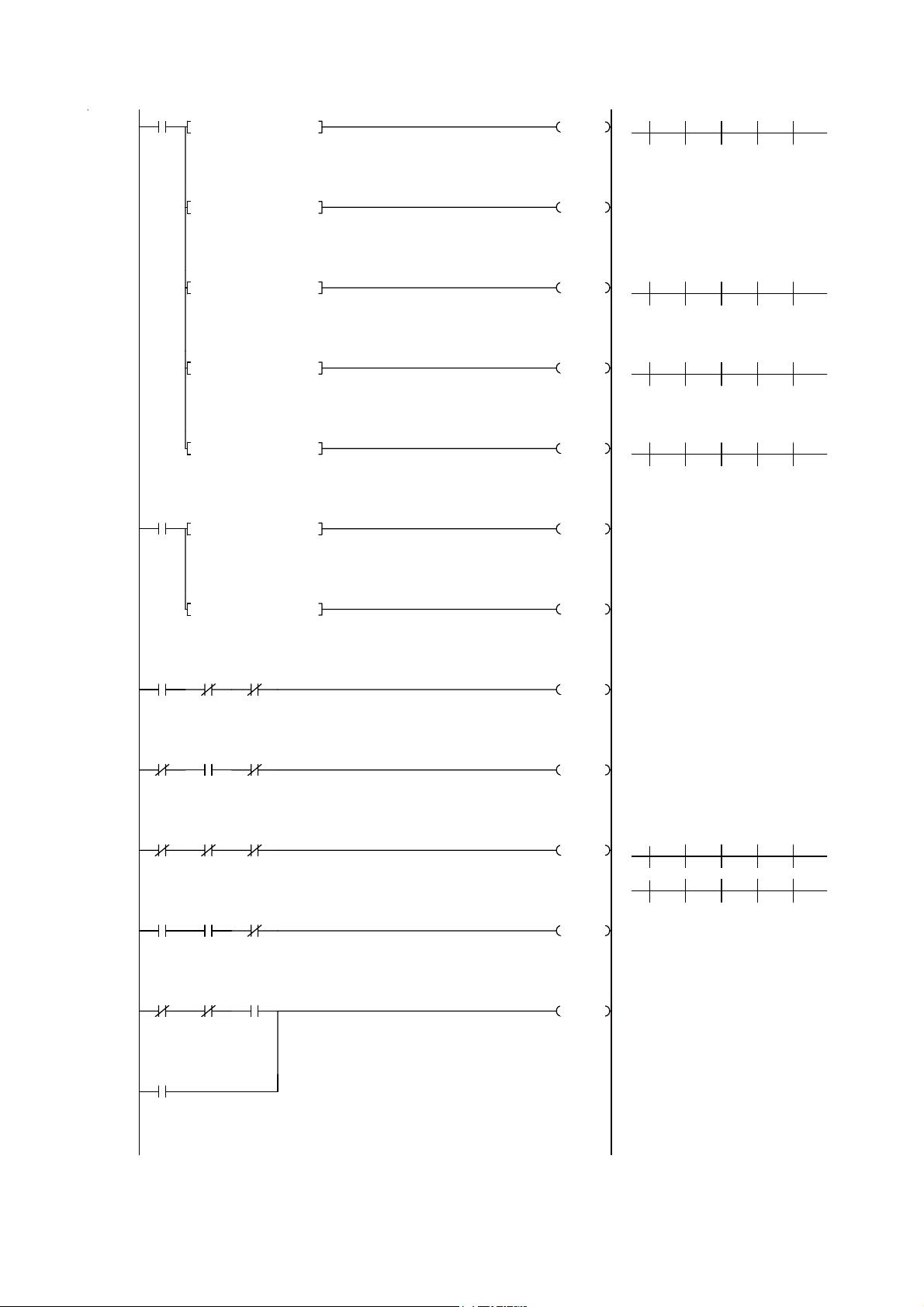
本文档详细介绍了三菱系统E60三轴控制程序的一个实例。该程序涉及了三菱数控系统中一系列的指令和功能,主要关注于时钟脉冲(M100)的使用以及与系统状态相关的标志位如M101、M103、M104等。以下是部分内容的详细解读:
1. **时钟脉冲M100**:这是一个周期性的信号,通常用于控制系统的定时或计数功能,确保各个操作按照预定的时间顺序执行。在程序中,连续的M100指令表示对时间或事件的精确控制。
2. **紧急停止控制**:通过M101和M103标志位来管理系统的紧急停止功能。例如,M101紧急停止标志位监控着系统的外部和内部停止请求,而M103则允许外部复位操作。
3. **循环启动与停止**:程序使用X1C和X1D指令来控制循环启动和停止,这对于执行重复动作或流程非常重要。循环启动标志Y20和Y21用于指示操作正在进行中,而循环停止指示Y21和Y23则表明循环已暂停或结束。
4. **轴原点回归**:当执行M155指令时,所有轴会回到它们的原点位置,这是自动操作中常见的回归动作,用于定位和校准。
5. **操作模式与信号反馈**:M104标志位用于检测运行状态,同时监控油压保护和变频器报警。M02和M03指令信号控制程序暂停和继续,而Y15和Y16则是自动运行和停止状态的反馈。
6. **PLC与功能选通**:通过M3至M9的指令信号与R20中的M代码数据,程序可能涉及到多个轴的操作和不同功能的激活,如M3、M4、M5分别对应不同的轴操作,M8和M9可能与PLC通信。
7. **安全保护**:数据保护键(Y238-Y23A)和程序保护机制确保了数据的安全性,防止未经授权的修改。同时,外部复位指示(Y0A)和系统报警信号(Y12-X213)提供了设备运行状态的实时反馈。
这个三菱E60三轴控制程序展示了如何通过精密的指令和标志位来实现精确的运动控制、逻辑操作和故障检测。理解并熟练运用这些指令有助于提高机床的操作效率和生产安全性。
58
X230
M功能选通
1
= K3 R20
M代码数
据1
M3
M3指令信
号
M3
A/S
A/S
436 498
= K4 R20
M代码数
据1
M4
M4指令信
号
= K5 R20
M代码数
据1
M5
M5指令信
号
M5
A/S
B/D
495
440
= K8 R20
M代码数
据1
M8
M8指令信
号
M8
A/S
A/S
420 501
= K9 R20
M代码数
据1
M9
M9指令信
号
M9
A/S
B/D
504
424
84
X230
M功能选通
1
= H11 R20
M代码数
据1
M11
M11指令信
号
= H12 R20
M代码数
据1
M12
M12指令信
号
95
X3A
方式选择
1
X3B
方式选择
2
X3C
方式选择
3
Y210
自动模式
99
X3A
方式选择
1
X3B
方式选择
2
X3C
方式选择
3
Y213
MDI模式
103
X3A
方式选择
1
X3B
方式选择
2
X3C
方式选择
3
Y20C
原点自动
回归模式
Y20C
A/S
A/S
119 127 170 183 191
198 205 207 211 220
Y20C
A/S
A/S
224 233 237
107
X3A
方式选择
1
X3B
方式选择
2
X3C
方式选择
3
Y209
手轮模式
111
X3A
方式选择
1
X3B
方式选择
2
X3C
方式选择
3
Y208
手动慢进
模式
X4
手动快速
剩余19页未读,继续阅读
点击了解资源详情
点击了解资源详情
点击了解资源详情
2022-04-11 上传
2011-06-30 上传
2023-05-23 上传

shuyihang1
- 粉丝: 1
- 资源: 5
 我的内容管理
展开
我的内容管理
展开







最新资源
- Angular程序高效加载与展示海量Excel数据技巧
- Argos客户端开发流程及Vue配置指南
- 基于源码的PHP Webshell审查工具介绍
- Mina任务部署Rpush教程与实践指南
- 密歇根大学主题新标签页壁纸与多功能扩展
- Golang编程入门:基础代码学习教程
- Aplysia吸引子分析MATLAB代码套件解读
- 程序性竞争问题解决实践指南
- lyra: Rust语言实现的特征提取POC功能
- Chrome扩展:NBA全明星新标签壁纸
- 探索通用Lisp用户空间文件系统clufs_0.7
- dheap: Haxe实现的高效D-ary堆算法
- 利用BladeRF实现简易VNA频率响应分析工具
- 深度解析Amazon SQS在C#中的应用实践
- 正义联盟计划管理系统:udemy-heroes-demo-09
- JavaScript语法jsonpointer替代实现介绍
