S7-200PLC顺序控制指令详解与应用
需积分: 26 15 浏览量
更新于2024-07-26
收藏 1.42MB PPT 举报
"顺序控制指令,S7-200PLC,功能图,编程应用"
在工业自动化领域,顺序控制指令是一种重要的编程方法,尤其在西门子S7-200PLC中广泛使用。顺序控制设计主要是针对复杂的逻辑控制系统,解决了传统梯形图编程中的不规范和维护困难的问题。这种编程方式起源于上世纪80年代的法国,它以图形化的方式,使得编程更加直观和易于理解。
功能图,也称为顺序功能图(Sequential Function Chart,SFC),是顺序控制指令的核心部分。它是控制系统中状态变化的图形表示,通过一系列的状态和转移条件来描述系统的运行过程。功能图由状态、动作和转移条件三部分组成。
1. 状态:状态代表了控制系统中的一个稳定阶段,可以是初始状态或工作状态。初始状态是功能图的起点,每个控制系统至少有一个。工作状态则分为动态和静态,表示系统在运行过程中的不同表现。
2. 动作:每个状态通常对应一个或多个动作,这些动作在特定状态下执行。动作的表示方法通常是用图形符号来清晰地标识出来。
3. 转移:转移是状态之间变化的过程,通过有向线段表示。转移条件是状态变化的关键,只有当这些条件满足时,状态才会从一个转移到另一个。转移条件可以用逻辑表达式或其他符号来定义,并且必须同时满足状态为动状态和转移使能。
在设计顺序控制程序时,有以下几个关键步骤:
- 步的划分:将整个控制流程划分为一系列有序的步骤,每个步骤对应一个状态。
- 确定转换条件:定义相邻状态之间的转换条件,这些条件是状态改变的触发器。
使用S7-200PLC的顺序控制指令,可以有效地实现这些步骤。这些指令集允许编程者以结构化的方式构建控制逻辑,提高了程序的可读性和可维护性。通过熟练运用这些指令,工程师能够更高效地设计和修改控制系统,尤其是在处理复杂的流程控制和多步操作时。
顺序控制指令和功能图是现代PLC编程中的重要工具,它们简化了复杂逻辑控制系统的编程和调试工作,使得工程师能够更加专注于系统的功能实现和优化。对于学习和使用S7-200PLC的人员来说,理解和掌握这部分知识是至关重要的。
21/ 8/4
8
2. 功能图的基本概念
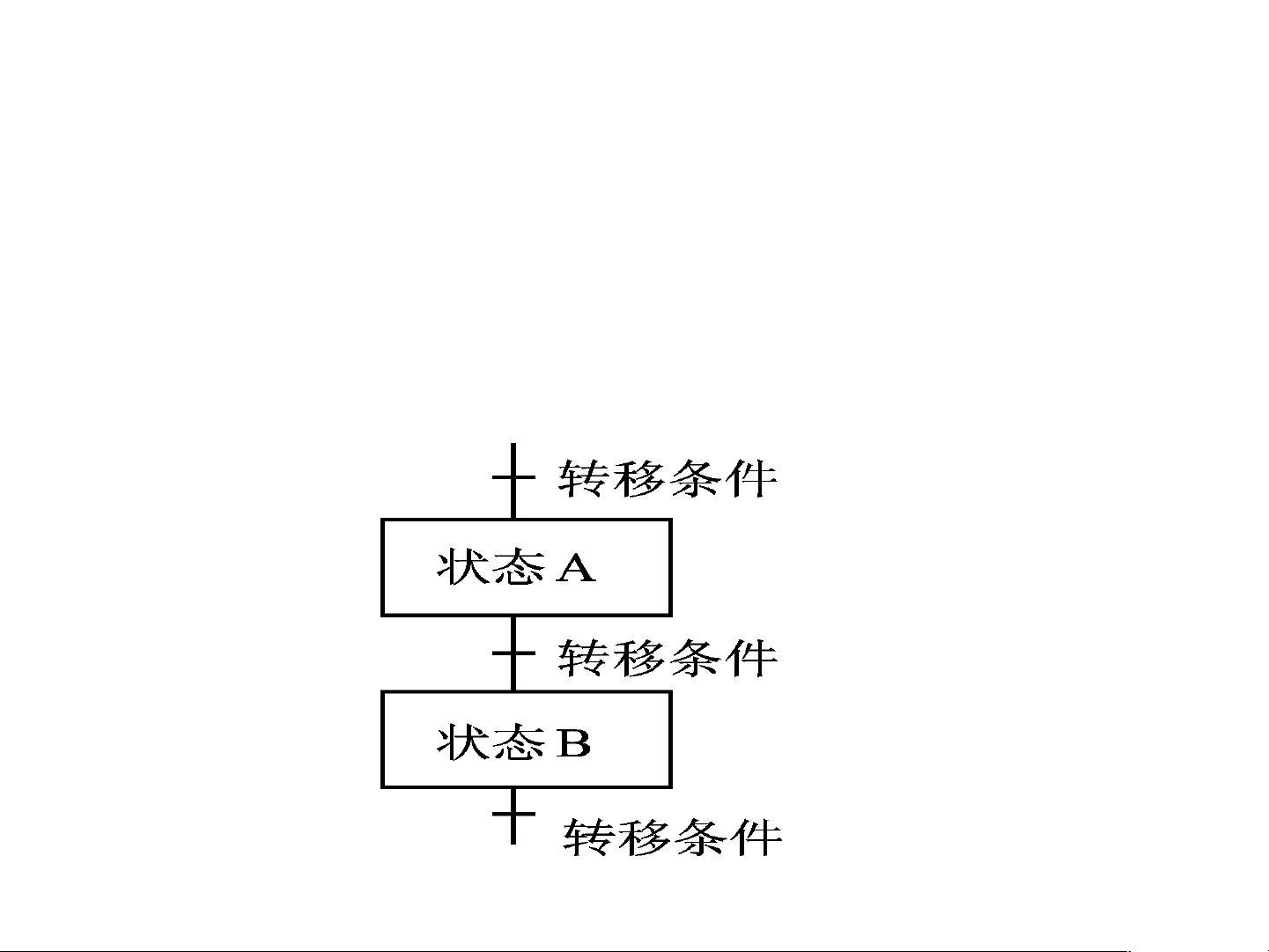
转移
概念:为了说明从一个状态到另一个状态的变化,要用转移
概念,即用一个有向线段来表示转移的方向。两个状态之
间的有向线段上再用一段横线表示这一转移。
转移条件
S7-200 PLC 顺序控制指令及应用

剩余41页未读,继续阅读
386 浏览量
183 浏览量
点击了解资源详情
178 浏览量
2022-11-19 上传
2022-11-19 上传

xiao9807
- 粉丝: 0
 我的内容管理
展开
我的内容管理
展开







最新资源
- Android平台DoKV:小巧强大Key-Value管理框架介绍
- Java图书管理系统源码与MySQL的无缝结合
- C语言实现JSON与结构体间的互转功能
- 快速标签插件:将构建信息轻松嵌入Java应用
- kimsoft-jscalendar:多语言、兼容主流浏览器的日历控件
- RxJava实现Android多线程下载与断点续传工具
- 直观示例展示JQuery UI插件强大功能
- Visual Studio代码PPA在Ubuntu中的安装指南
- 电子通信毕业设计必备:元器件与芯片资料大全
- LCD1602显示模块编程入门教程
- MySQL5.5安装教程与界面展示软件下载
- React Redux SweetAlert集成指南:增强交互与API简化
- .NET 2.0实现JSON数据生成与解析教程
- 上海交通大学计算机体系结构精品课件
- VC++开发的屏幕键盘工具与源码解析
- Android高效多线程图片下载与缓存解决方案
