加工误差统计分析:分布曲线与点图法详解
版权申诉
194 浏览量
更新于2024-07-04
收藏 1.06MB PPT 举报
第四章4.3加工误差的统计分析深入探讨了加工过程中精度控制的关键环节。首先,章节明确了加工误差的两种主要类型:系统误差和随机误差。系统误差分为常值系统误差,如铰刀直径尺寸误差导致的孔径一致性问题,以及变值系统误差,比如刀具磨损带来的工件尺寸变化,这些误差通常是可预测的,具有规律性。随机误差则是由不可预见因素引起的,如复映误差、定位夹紧误差和残余应力引起的变形,它们的大小和方向变化无序,但可以通过统计分析来揭示其规律。
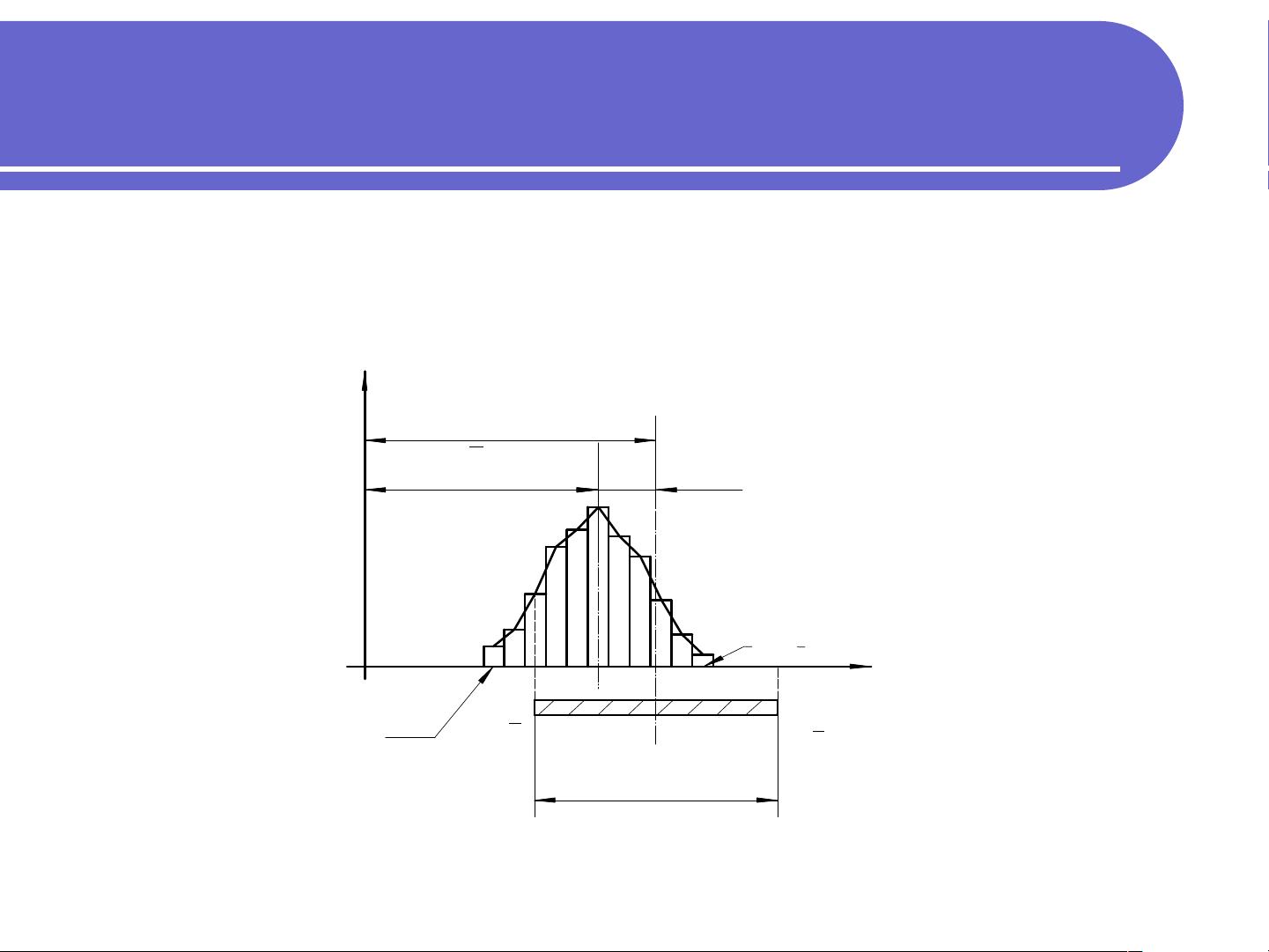
在实际生产中,加工误差的统计分析常用到两种方法:分布曲线法和点图法。分布曲线法,例如直方图,通过测量一批零件的实际尺寸并绘制出尺寸分布曲线,可以评估加工误差的范围和分布趋势。在这个方法中,样本容量、极差(R)、组距(d)和频数(mi)等参数的计算是关键步骤,如计算样本均值和标准差,以便了解工件尺寸的集中趋势和分散程度。
例如,通过在无心磨床上磨削销轴,我们观察其直径尺寸的直方图,可以直观地看出不同尺寸段的零件数量,进而确定加工过程中的偏移和分散。样本均值是衡量尺寸集中趋势的指标,而标准差则反映尺寸的变异程度,这对于优化工艺控制和设定公差带至关重要。
点图法则是通过工件顺序号和尺寸数据的记录,帮助分析加工误差的波动性和可能的趋势,如尺寸是否连续变化或者是否有特定模式。
第四章4.3加工误差的统计分析是制造业中确保产品质量、提高生产效率的重要工具,通过对误差的深入理解和量化分析,企业可以采取针对性的改进措施,减少废品率,提升整体工艺水平。


文档优选
- 粉丝: 94
- 资源: 1万+
 我的内容管理
展开
我的内容管理
展开







最新资源
- 前端面试必问:真实项目经验大揭秘
- 永磁同步电机二阶自抗扰神经网络控制技术与实践
- 基于HAL库的LoRa通讯与SHT30温湿度测量项目
- avaWeb-mast推荐系统开发实战指南
- 慧鱼SolidWorks零件模型库:设计与创新的强大工具
- MATLAB实现稀疏傅里叶变换(SFFT)代码及测试
- ChatGPT联网模式亮相,体验智能压缩技术.zip
- 掌握进程保护的HOOK API技术
- 基于.Net的日用品网站开发:设计、实现与分析
- MyBatis-Spring 1.3.2版本下载指南
- 开源全能媒体播放器:小戴媒体播放器2 5.1-3
- 华为eNSP参考文档:DHCP与VRP操作指南
- SpringMyBatis实现疫苗接种预约系统
- VHDL实现倒车雷达系统源码免费提供
- 掌握软件测评师考试要点:历年真题解析
- 轻松下载微信视频号内容的新工具介绍
