独立与内装型PLC:CNC系统中的辅助功能与信息交换
139 浏览量
更新于2024-06-29
收藏 1.11MB PPT 举报
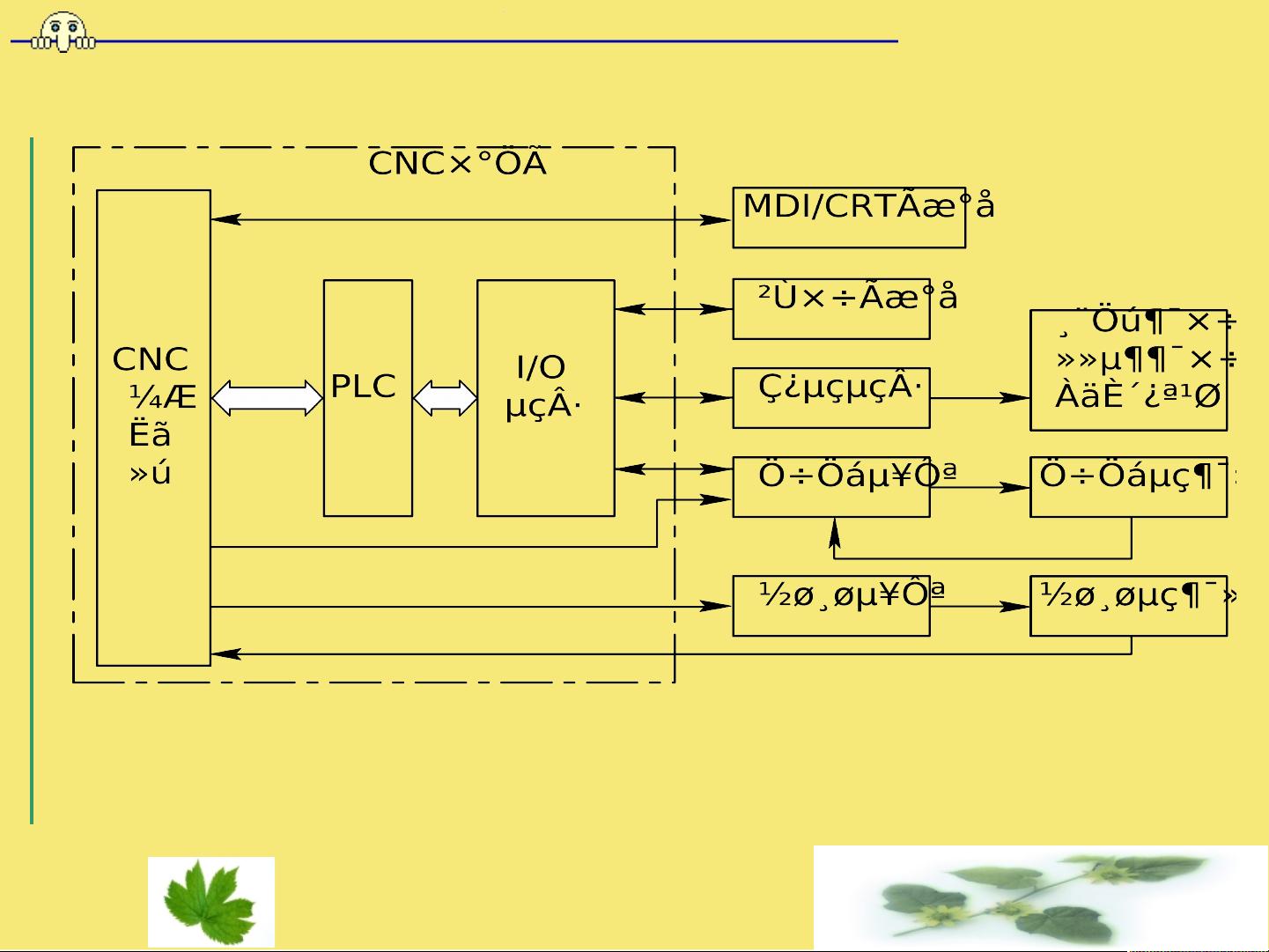
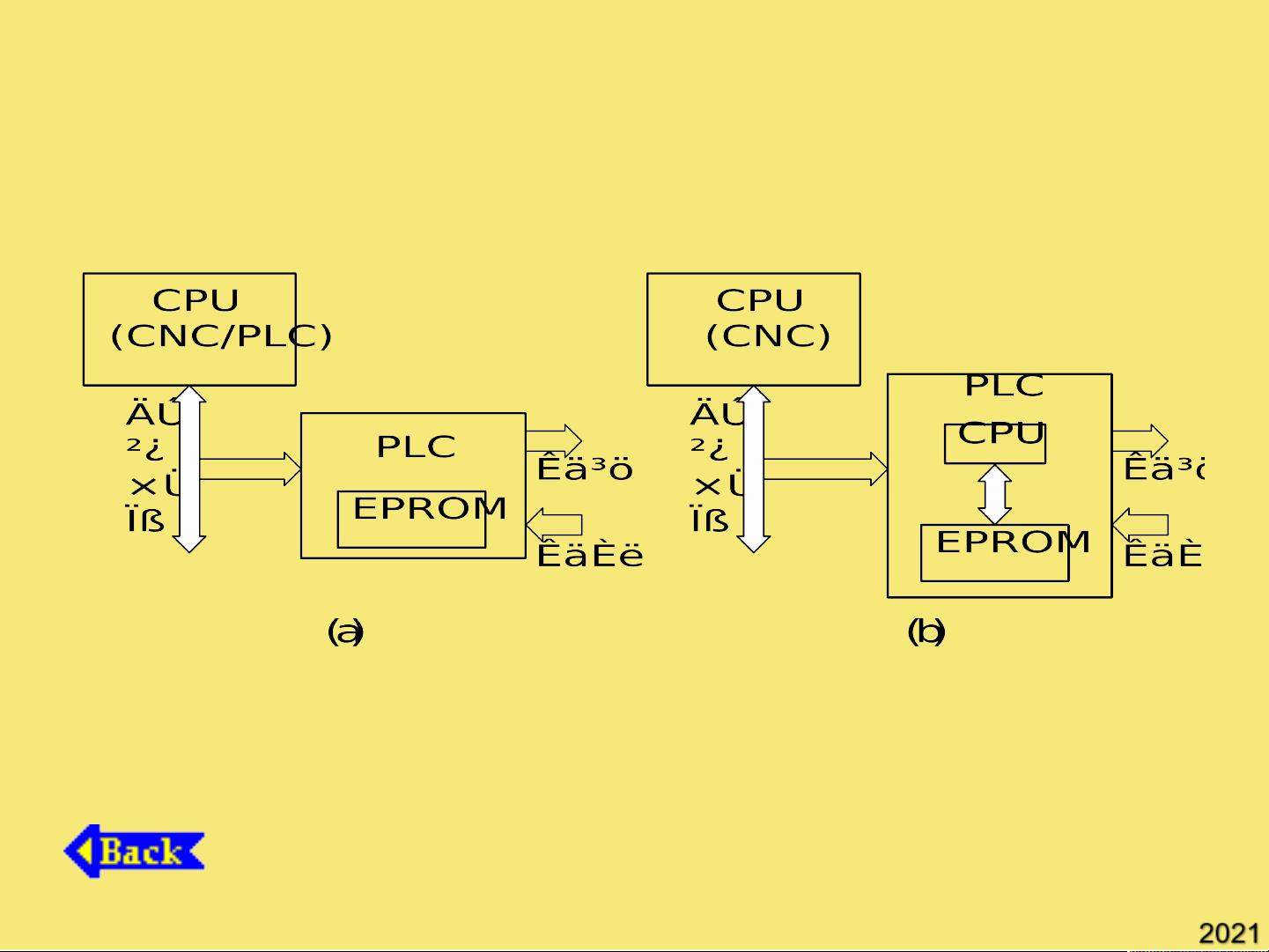
本章节深入探讨了辅助功能与可编程控制器在现代数控系统中的应用与交互。首先,我们介绍了两种类型的PLC:独立型和内装型。独立型PLC作为一个通用设备,与CNC装置分离,拥有完整的硬件和软件,用于执行独立的逻辑顺序控制,如图12.1所示,它通过接口与CNC装置和机床进行信息交换,包括开关量输入/输出信号。而内装型PLC则集成在CNC装置内部,所有功能均归属于CNC系统,如图12.2所示。
在信息交换方面,CNC与PLC之间的通信是双向的,通过激活标志器实现变量的读写和修改。PLC作为信息传递的中心,不仅处理开关量信号,还利用FAGOR8025/8030系统内的32个计时器,这些计时器提供了灵活的时间控制选项,计时范围广泛,从10毫秒到655秒。此外,PLC内部的标志器,即2047个内部继电器,用于指示特定的状态变化或执行条件。
重点功能如M、S、T在章节中也有详尽的讲解。M代码代表主轴控制,通过位代码S指定主轴转速,如S00至S99的100级速度控制。S功能则是刀具半径补偿,确保加工精度。T代码则涉及刀具更换操作,图中展示了固定存取方式下T功能的处理流程,这部分内容对于理解机床的自动化程度和程序执行至关重要。
本章内容涵盖了辅助功能与可编程控制器在数控系统中的核心地位,以及它们如何协同工作以实现高效的生产和精确的加工控制。理解这些概念和技术细节,有助于提升操作者对数控机床的掌控能力和故障排查能力。
第12章 辅助功能与可编程控制器
图12.2 内装型PLC的CNC系统框图
剩余25页未读,继续阅读
2022-11-14 上传
2022-10-31 上传
2022-11-14 上传
2021-10-10 上传
2022-12-01 上传
2022-11-17 上传

yyyyyyhhh222
- 粉丝: 448
- 资源: 6万+
 我的内容管理
展开
我的内容管理
展开







最新资源
- SSM Java项目:StudentInfo 数据管理与可视化分析
- pyedgar:Python库简化EDGAR数据交互与文档下载
- Node.js环境下wfdb文件解码与实时数据处理
- phpcms v2.2企业级网站管理系统发布
- 美团饿了么优惠券推广工具-uniapp源码
- 基于红外传感器的会议室实时占用率测量系统
- DenseNet-201预训练模型:图像分类的深度学习工具箱
- Java实现和弦移调工具:Transposer-java
- phpMyFAQ 2.5.1 Beta多国语言版:技术项目源码共享平台
- Python自动化源码实现便捷自动下单功能
- Android天气预报应用:查看多城市详细天气信息
- PHPTML类:简化HTML页面创建的PHP开源工具
- Biovec在蛋白质分析中的应用:预测、结构和可视化
- EfficientNet-b0深度学习工具箱模型在MATLAB中的应用
- 2024年河北省技能大赛数字化设计开发样题解析
- 笔记本USB加湿器:便携式设计解决方案
