加工中心换刀PLC控制系统设计与分析
需积分: 10 199 浏览量
更新于2024-09-12
2
收藏 187KB DOC 举报
"加工中心换刀PLC控制"
加工中心换刀PLC控制是自动化加工设备中的一个重要环节,它涉及到多个技术领域,包括可编程逻辑控制器(PLC)、电动机控制以及换刀策略。在这个系统中,换刀装置配备有16个刀位,由一台电动机驱动刀盘正反转来对准需要换入或换出的刀具。电动机的工作模式是正转2秒,断开1秒,再反转2秒,如此循环,使得刀盘能够准确地转动到对应的位置。
放刀和取刀流程是通过一系列的电动阀(YV1-YV6)控制机械臂的动作来完成的。当刀位对准后,放刀流程开始,机械臂首先左移至SQ1,接着下摆至SQ2,然后释放刀具(YV3),3秒后上摆至SQ3,最后右移至SQ4,整个过程结束。取刀流程与放刀类似,只是在释放刀具时会接通YV6,将刀具取走。
操作界面设有16个按钮用于选择目标刀号,以及一个额外的按钮用于手动调整当前刀号(MW10)。手动模式下,如果持续按下按钮,电动机会正转并按照设定的周期工作,同时MW10的值设置为1,表示处于手动状态。
在自动模式下,按下特定的目标刀号按钮后,系统会根据效率判断应正转还是反转,计算出换刀的步数,直至到达目标刀位,并更新MW10的值为新的目标刀号。
控制系统设计分析部分,提到了四种换刀方式:
1. 刀套编码方式:每个刀座都有预设编码,刀具位置固定,便于管理。
2. 顺序选刀方式:按照加工工序顺序放置刀具,每次换刀后刀库顺序转位,简单但限制了刀具的复用性。
3. 刀具编码方式:刀具可以任意排放,通过识别器匹配代码,提高了灵活性。
4. 随机选刀方式:利用软件选刀,避免硬件识别的误差,提高精度,简化控制,是现代数控机床的常见选择。
本文的PLC技术研究主要集中在实现带有6个刀位的自动换刀,旨在优化控制策略,提高加工效率和精度。通过PLC的编程和电动机的精确控制,可以实现高效、可靠的刀具更换,这对于提升加工中心的自动化水平和生产效率至关重要。
PLC 课程设计报告
法 。即:PLC 接收到计算机数控装置( CNC) 发来的刀号指令, 即进行选刀工作,刀库在步进
电机的带动下转动, 一旦选刀成功, 就将该刀送至指定的刀具交换位置上,等待换刀。
在这个过程中, 需要应用 PLC 完成的自动控制主要包括接收新刀号、计算目标地址、确定
刀库回转方向及回转角度等。在刀库刀具的安装位置上装有到位信号灯, 刀库回转经过时,
会产生一个脉冲信号至 PLC,来确定是否到达目的位置.
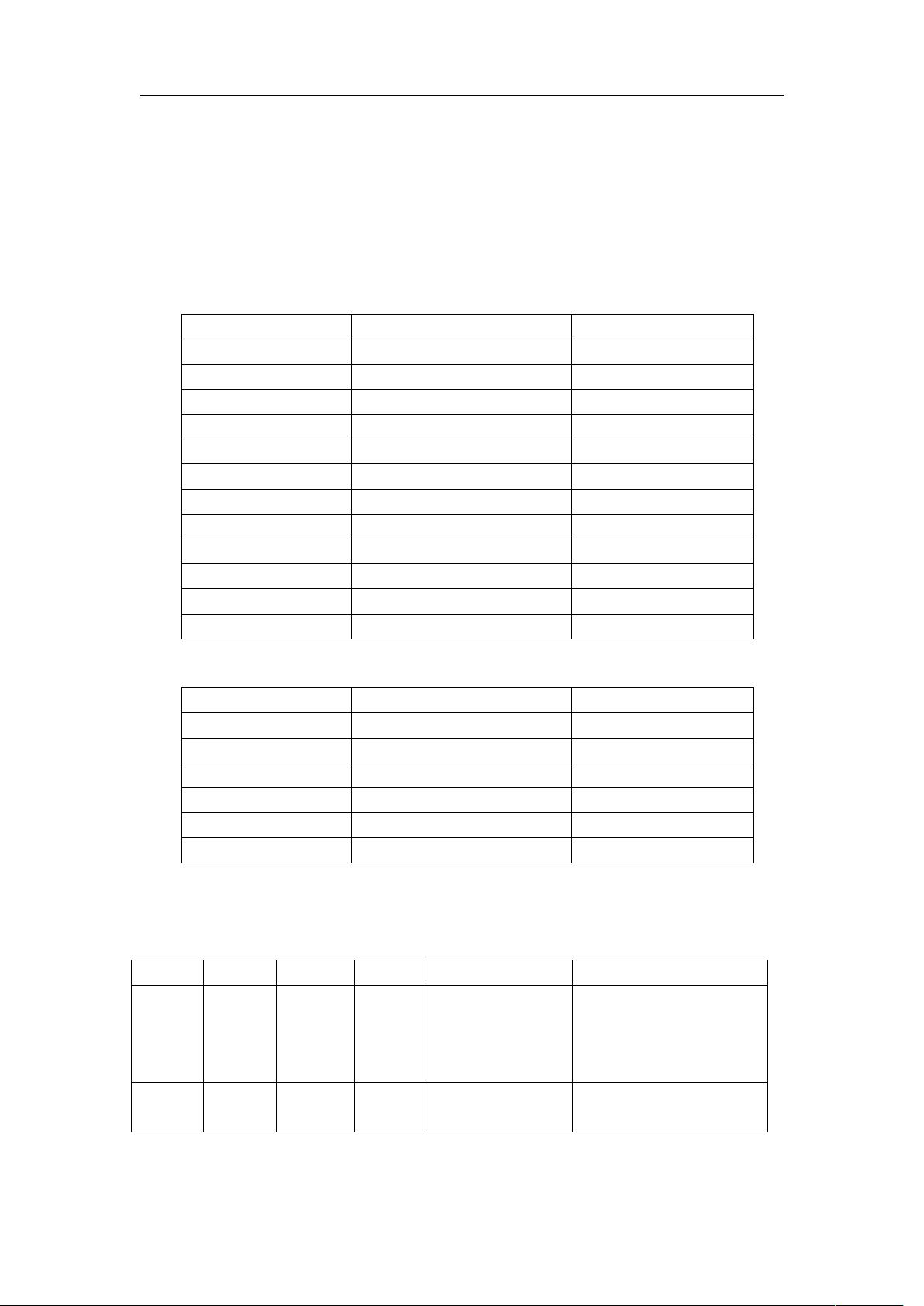
输入点统计:
序号 输入输出点编号 相对应的名称
1 I0.0
故障按钮
2 I0.1
启动按钮
3 I0.2
刀具选择按钮
4 I0.3
刀具选择按钮
5 I0.4
刀具选择按钮
6 I0.5
刀具选择按钮
7 I1.0
左限位 SQ1
8 I1.1
右限位 SQ4
9 I1.2
下限位 SQ2
10 I1.3
上限位 SQ3
11 I1.4
放物
12 I1.5
取物
输出点统计
序号 元器件 用途
1 Q4.0
电机正转
2 Q4.1
电机反转
3 Q4.2
左移 YV1
4 Q4.3
右移 YV5
5 Q4.4
下移 YV2
6 Q4.5
上移 YV3
三、PLC 硬件配置表:
利用实验室设备进行课题设计,选择西门子 S7-300 PLC。
槽号
1 2 3 4 5
模块
选择
PS307
5A
CPU314-
2DP
SM321
DC24V
16 点
SM321
DC24V
16 点
/0.5A
I/O 点
范围
I0.0~I1.5
I120.0 ~I123.7
Q4.0~Q4.5
Q125.0
剩余10页未读,继续阅读
2021-09-20 上传
2024-07-02 上传
2022-03-05 上传
2021-08-07 上传
点击了解资源详情
点击了解资源详情

junailei1314
- 粉丝: 0
- 资源: 2
 我的内容管理
展开
我的内容管理
展开







最新资源
- 深入浅出:自定义 Grunt 任务的实践指南
- 网络物理突变工具的多点路径规划实现与分析
- multifeed: 实现多作者间的超核心共享与同步技术
- C++商品交易系统实习项目详细要求
- macOS系统Python模块whl包安装教程
- 掌握fullstackJS:构建React框架与快速开发应用
- React-Purify: 实现React组件纯净方法的工具介绍
- deck.js:构建现代HTML演示的JavaScript库
- nunn:现代C++17实现的机器学习库开源项目
- Python安装包 Acquisition-4.12-cp35-cp35m-win_amd64.whl.zip 使用说明
- Amaranthus-tuberculatus基因组分析脚本集
- Ubuntu 12.04下Realtek RTL8821AE驱动的向后移植指南
- 掌握Jest环境下的最新jsdom功能
- CAGI Toolkit:开源Asterisk PBX的AGI应用开发
- MyDropDemo: 体验QGraphicsView的拖放功能
- 远程FPGA平台上的Quartus II17.1 LCD色块闪烁现象解析
