维宏NCSTUDIO控制系统编程指南
需积分: 0 86 浏览量
更新于2024-06-26
1
收藏 2.01MB PDF 举报
"PCIMC-6A编程手册是针对维宏NCSTUDIO控制系统的使用说明,涵盖了如何进行数控编程、系统指令体系以及对不同格式文件的支持。手册旨在帮助用户熟悉维宏的产品,理解编程思想,并详细介绍了各种编程指令,如主轴功能S、进给功能F、刀具功能T、辅助功能M代码、准备功能G代码等。此外,还涉及机床坐标轴、坐标系、零件程序结构、子程序格式等内容,旨在帮助用户更好地操作和使用该数控系统。"
这篇文档详尽地阐述了维宏NCSTUDIO控制系统的使用方法,首先介绍了数控编程的基本概念,包括定义零件程序和准备零件程序的过程。在数控机床部分,讲解了机床坐标轴、机床坐标系、机床零点和机床参考点,这些都是进行数控加工的基础。
接着,手册深入探讨了零件程序的结构,如地址和功能符号、程序段格式和子程序格式,这些都是编写有效数控程序的关键元素。在编程指令体系章节,涵盖了主轴功能S用于控制主轴转速,进给功能F设定进给速度,刀具功能T则用于切换刀具。辅助功能M代码用于执行各种附加操作,如换刀、冷却液开闭等。
准备功能G代码部分,讲解了与坐标系、坐标转换相关的指令,如绝对值编程G90和相对值编程G91,工件坐标系设定G92,以及G54到G59的工件坐标系选择。此外,还有关于机床坐标系G53、坐标平面选择G17、G18、G19,英制/公制切换G20/G21或G70/G71,比例功能G50/G51,以及镜像功能。
进给控制指令包括快速定位G00、线性插补G01、圆弧插补G02、G03,这些是实现路径控制的核心。G04暂停指令用于短暂停止切削。刀具指令则涵盖刀具半径补偿G40、G41、G42和刀具长度补偿G43、G44、G49,用于补偿实际工件尺寸与编程尺寸之间的差异。直接设置刀具偏置G923也在此部分介绍。
固定循环功能简化了重复性的加工任务,如G73高速深孔往复排屑钻、G74左手攻牙循环、G76精细镗孔循环、G81钻孔、G82孔底暂停钻孔循环、G83深孔往复排屑钻、G84攻牙循环等,大大提高了工作效率。
这份PCIMC-6A编程手册是学习和掌握维宏NCSTUDIO控制系统必不可少的参考资料,它提供了全面的操作指南,使得用户能够充分利用系统的各项功能,高效完成复杂的数控加工任务。
NC-1000
编程手册
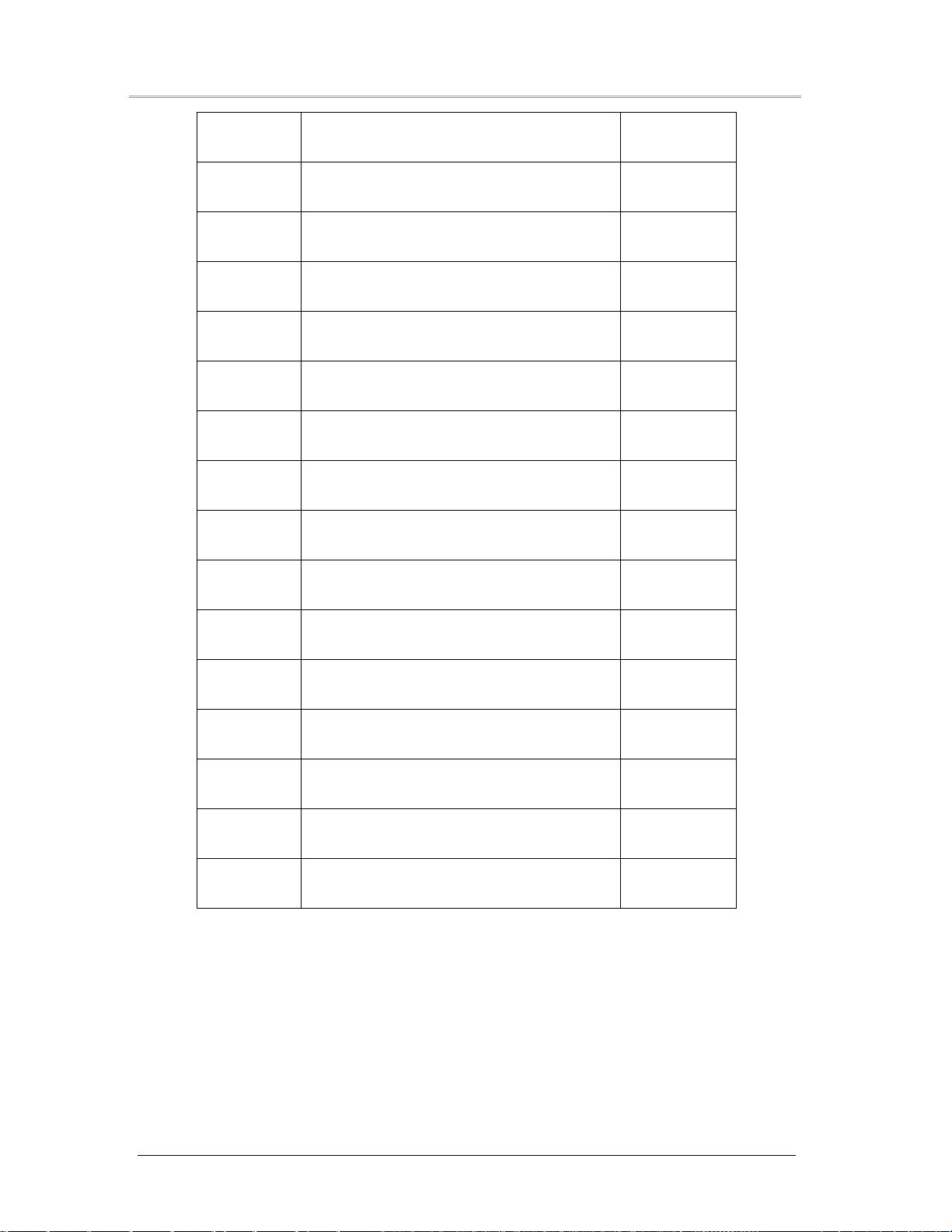
8
H
刀具长度偏置数
B
I
圆弧中心的 X 坐标
B,O
J
圆弧中心的 Y 坐标
B,O
K
圆弧中心的 Z 坐标
B
L
重复数
B,O
M
辅助功能
B
N
顺序号
B
O
程序号
B
P
在子程序中延时时间,程序号和顺序
号的设定
O,B
Q
切削深度,固定循环的转换
O
R
固定循环的 R 点/圆弧的半径设定
O,B
S
主轴速度功能
B
T
刀具功能
B
X
X 坐标
B
Y
Y 坐标
B
Z
Z 坐标
B
3.2 程序段的格式
一个程序段定义一个将由数控装置执行的指令行.
程序段的格式定义了每个程序段中功能字的句法,如图
2-2 所示.


剩余102页未读,继续阅读
点击了解资源详情
2019-10-09 上传
点击了解资源详情
点击了解资源详情
点击了解资源详情
点击了解资源详情
点击了解资源详情
点击了解资源详情

2301_77760227
- 粉丝: 0
- 资源: 3
 我的内容管理
展开
我的内容管理
展开







最新资源
- WordPress作为新闻管理面板的实现指南
- NPC_Generator:使用Ruby打造的游戏角色生成器
- MATLAB实现变邻域搜索算法源码解析
- 探索C++并行编程:使用INTEL TBB的项目实践
- 玫枫跟打器:网页版五笔打字工具,提升macOS打字效率
- 萨尔塔·阿萨尔·希塔斯:SATINDER项目解析
- 掌握变邻域搜索算法:MATLAB代码实践
- saaraansh: 简化法律文档,打破语言障碍的智能应用
- 探索牛角交友盲盒系统:PHP开源交友平台的新选择
- 探索Nullfactory-SSRSExtensions: 强化SQL Server报告服务
- Lotide:一套JavaScript实用工具库的深度解析
- 利用Aurelia 2脚手架搭建新项目的快速指南
- 变邻域搜索算法Matlab实现教程
- 实战指南:构建高效ES+Redis+MySQL架构解决方案
- GitHub Pages入门模板快速启动指南
- NeonClock遗产版:包名更迭与应用更新
