模糊前馈与气泡控制结合的铜粗加工试剂用量优化策略
92 浏览量
更新于2024-08-26
收藏 3.28MB PDF 举报
本文主要探讨了一种结合模糊前馈控制与气泡尺寸分布反馈控制的新型策略,应用于铜粗加工过程中的试剂用量优化。该研究发表于2016年的《过程控制杂志》(Journal of Process Control)第39卷,50-63页,该期刊由Elsevier出版,网址为www.elsevier.com/locate/jprocont。
在铜粗加工工艺中,精确控制试剂用量至关重要,因为它直接影响到生产效率、产品质量和成本。传统的控制方法可能受到环境因素、设备性能变化以及操作员技能水平的不确定性影响,因此引入模糊逻辑和机器学习技术成为了提高控制精度的有效手段。模糊前馈控制利用模糊逻辑系统(Fuzzy Logic System, FLS)对加工条件进行预测,根据预期结果调整初始试剂剂量,减少实时调整的需求。
而气泡尺寸分布反馈控制则是通过监控和分析在加工过程中产生的气泡特性,如大小和分布,来实时评估过程状态并作出相应调整。这些气泡的形成与化学反应速率和反应物浓度密切相关,因此可以作为重要的过程参数指标。
研究者们设计了一种结合模糊前馈(Fuzzy-based Feedforward)和基于气泡尺寸分布的反馈控制(Bubble Size Distribution based Feedback Control, BSDFC)的方法,即利用模糊逻辑系统预测并设定试剂剂量,同时根据实时的气泡数据调整控制策略,确保整个粗加工过程的稳定性和效率。他们采用了混合学习支持向量机(Mixed Learning Support Vector Machine, MLS-SVM)作为算法核心,以提高模型的适应性和泛化能力。
文章接收日期为2014年11月,修订后接受时间为2015年11月,最终于2016年1月在线发布。关键词包括:铜粗加工、试剂用量、模糊逻辑、混合学习支持向量机。这项研究旨在提供一种创新的控制策略,以实现更精确、高效的试剂管理,降低生产过程中的浪费,并提高产品质量一致性。
总结来说,这篇研究论文是一项实用的技术改进,对于金属加工行业的工艺优化具有重要意义,尤其是在环保和资源节约方面,值得相关领域的工程师和技术人员深入研究和应用。
52
J.
Zhu
et
al.
/
Journal
of
Process
Control
39
(2016)
50–63
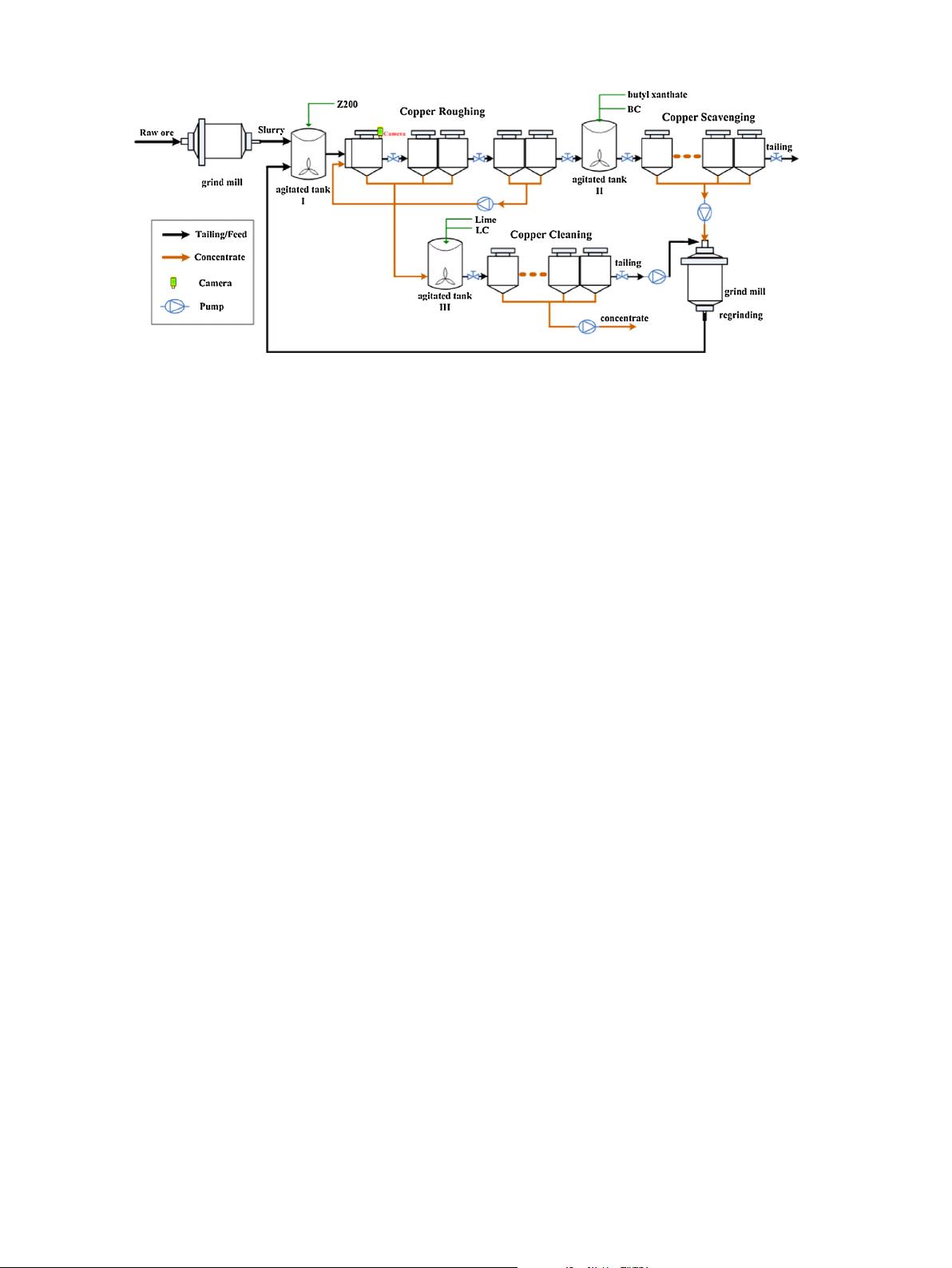
Fig.
1.
Flow
diagram
of
copper
flotation
process.
subsequent
flotation
circuit
such
as
the
copper
scavenging
and
the
copper
clearing
since
most
reagent
dosages
are
added
in
the
cop-
per
roughing.
If
the
reagent
dosage
is
not
properly
controlled
in
the
copper
roughing,
the
product
indices
of
subsequent
circuits
are
hardly
implemented
no
matter
how
their
operation
parameters
are
adjusted.
Therefore,
the
first
cell
of
the
copper
roughing
is
regarded
as
a
control
object.
In
addition,
The
feed
parameters
(such
as
feed
grade,
feed
flow
rate,
solid
percent,
particle
size
of
solid
and
pH,
etc.)
always
modify
flotation
performance.
The
feed
grade
is
closely
related
to
the
crite-
rion
of
bubble
size.
However,
the
feed
grade
remains
fewer
changes
during
flotation
running
since
the
raw
ore
of
the
plant
comes
from
its
own
mines.
The
other
parameters
such
as
feed
flow
rate,
pulp
concentration
and
particle
size
of
solid
are
controlled
in
the
grind-
ing
circuit.
When
the
fluctuation
of
the
parameters
directly
impact
on
good
flotation
running,
the
reagent
dosage
need
to
be
regulated
to
stabilize
flotation
running.
The
parameters
should
be
necessary
condition
for
successful
flotation
such
that
the
fluctuation
of
the
parameters
are
considered
to
be
disturbance
variables
for
flotation.
During
the
production
of
flotation,
the
workers
regulate
the
reagent
dosage
based
on
two
principles.
Firstly,
the
workers
deter-
mine
primary
reagent
dosage
according
to
the
feed
grade
and
the
handling
capacity
of
ore
when
the
flotation
starts
running.
Sec-
ondly,
the
workers
regulate
the
reagent
dosage
and
pulp
level
again
according
to
their
observable
bubble
size
each
time
regular
inspec-
tion
during
flotation
running.
The
reagent
dosage
and
the
pulp
level
need
to
be
repeatedly
regulated
until
the
output
bubble
size
meet
their
criteria.
However,
abnormal
flotation
such
as
froth
outflow,
pulp
upturn
and
low
pulp
level,
etc.
sometimes
occur
for
some
reasons
when
the
workers
do
not
inspect
the
flotation
process
during
flotation
running.
This
cannot
result
in
immediate
respond
to
this
situation,
which
is
one
of
drawbacks
of
manual
control
mode.
Considering
flotation
mechanism
based
reagent
dosage
control
scheme
is
poorly
modeled
because
of
inherent
complexity,
dynam-
ics
and
nonlinearity
of
flotation
and
the
lack
of
testing
equipments
such
as
X-ray
fluorescence
analyzers,
it
is
possible
to
build
bub-
ble
size
distribution
based
reagent
dosage
control
algorithm
since
bubble
size
structure
reflects
important
characteristics
of
flotation
and
responds
to
changes
in
the
reagent
dosage.
By
employing
bub-
ble
size
as
process
outputs,
the
output
bubble
size
is
capable
to
be
predicted
from
the
given
the
reagent
dosage
and
the
historical
bubble
size.
Instead
of
using
a
concentrate
grade
or
recovery,
the
PDF
of
bubble
size
can
be
used
as
a
target
variable.
In
addition,
a
feedforward
compensator
is
added
to
regulate
the
reagent
dosage
in
advance
according
to
the
feed
disturbances
in
order
to
reduce
the
influence
of
large
disturbances
on
flotation.
Generally,
for
the
use
of
feedforward
control,
two
somewhat
separate
issues
have
to
be
solved.
The
first
is
the
question
of
how
suitable
disturbance
infor-
mation
can
be
obtained.
The
second
is
how
this
information
can
be
used
best
to
improve
control
performance.
Fortunately,
the
solid
percent,
the
slurry
flow
rate,
the
pulp
level
and
the
reagent
dosage
are
capable
to
be
obtained
all
the
time
and
the
feed
grade
is
capable
to
be
obtained
by
assay
every
2
h.
3.
Combined
FFB
reagent
dosage
control
3.1.
Control
scheme
As
discussed
above,
it
is
shown
in
Fig.
2
that
the
proposed
con-
trol
scheme
mainly
consists
of
a
feedforward
compensator
and
a
feedback
predictive
controller.
Here
the
reagent
dosage
stands
for
the
manipulated
variables.
The
feed
flow
rate,
the
pulp
concentra-
tion
and
the
feed
grade
stand
for
the
measured
input
disturbances,
whose
effects
are
compensated
by
the
feedforward
part
of
the
controller.
The
PDF
of
the
output
bubble
size
is
taken
as
con-
trolled
variable,
which
closely
related
to
the
indices
of
flotation.
It
is
noticed
that
there
are
always
some
measurement
error
that
will
degrade
the
performance
of
the
controller
for
a
real
flotation
process.
However,
as
long
as
the
information
about
measured
dis-
turbances
are
well
provided
above
just
assuming
the
feed
grade
to
remain
constant
for
some
time,
the
feedforward
compensator
can
be
expected
to
improve
control
performance.
Meanwhile
a
BSD
based
feedback
predictive
control
is
used
to
assure
the
stabiliza-
tion
of
the
flotation
during
transient
state.
The
feedback
controller
consists
of
a
measurement
unit,
a
MLS-SVM
unit
and
feedback
cor-
rection
unit.
The
reagent
dosage
and
the
PDF
of
historical
bubble
sizes
are
taken
as
input
variables
of
the
feedback
unit.
The
PDF
of
the
predictive
bubble
size
is
taken
as
output
variables
of
the
feed-
back
unit.
Finally
a
reagent
dosage
optimization
unit
is
proposed
to
calculate
reagent
dosage
according
to
the
error
between
the
given
PDF
and
the
predicted
PDF.
3.2.
Fuzzy
model
based
feedforward
compensator
Some
intelligent
control
methods
(such
as
fuzzy
logic,
ANN,
case-based
reasoning
and
expert
system,
etc.)
have
been
applied
to
control
many
complex
industrial
processes
due
to
their
flexible
requirements
on
the
process
model
and
their
capability
to
incor-
porate
human
experience.
Considering
that
the
reagent
dosage
are
sensitive
to
ore
property
and
handling
capacity,
the
workers
at
first
roughly
regulate
the
reagent
dosage
according
to
feed
grade
and
handling
capacity
in
practice
when
the
flotation
starts
running.
It
剩余13页未读,继续阅读
2021-03-05 上传
点击了解资源详情
287 浏览量
2022-06-29 上传
155 浏览量
125 浏览量
2022-02-16 上传
168 浏览量

weixin_38596485
- 粉丝: 2
 我的内容管理
展开
我的内容管理
展开







最新资源
- Vmware Mac OS完美补丁:解锁器203
- MySQL 5.6.4-m7版本压缩包下载与使用指南
- 易语言实现文字上下滚动效果示例
- Java网上书店系统设计与实现
- 赛普拉斯快照测试:新增DOM元素值对象支持
- 春节拜年专用PPT模板设计
- CGAL-4.6.3软件包发布:代码与文档完整安装指南
- Eurostyle Plugin-CRX 插件简介与应用
- Android Studio中实现百度地图应用开发教程
- Visual C++图像处理系统开发案例源代码
- SIMOTION DCC编程英文版详细说明书
- CoffeeScript开发的2D游戏引擎:coffee-game-engine介绍
- Labview自动化测试:CSV数据读取与上位机控制
- KubeSanity:实现Kubernetes集群的健康检查与管理
- 探索Maxima Products-crx插件:快速导航折扣商品
- 响应式Banner幻灯片特效源码下载 - HTML5自适应切换
