FANUC PMC功能详解与梯形图编程指南
需积分: 17 141 浏览量
更新于2024-07-17
收藏 842KB PDF 举报
FANUC的PMC(Programmable Machine Controller,可编程机器控制器)是一种高度集成的工业自动化控制单元,它在数控机床和其他自动化设备中发挥着关键作用。本文档深入介绍了FANUC PMC功能的详细特性,主要包括以下几个方面:
1. **基本功能概述**:
FANUC的PMC系列包括0i-DPMC、0i-DPMC/L和0iMate-DPMC/L,它们支持梯形图编程语言,具有不同的执行周期和指令处理速度,如0i-DPMC的第一级执行周期为4/8毫秒,基本指令处理速度分别为25纳秒/步和1微秒/步。这些型号在输入/输出(I/O)信号点数、地址范围和扩展规格上也有所区别。
2. **信号控制**:
文档列举了系统信号#0至#7的地址及其功能,如RUN信号用于控制PMC的运行状态,STPR表示梯形图停止,RUNR则为梯形图运行开始信号。其中,#7到#0信号提供了一定周期性的控制,如1秒和0.2秒周期的ON/OFF控制。
3. **梯形图操作**:
梯形图是PMC程序设计的主要手段,其运行状态通过信号R9091.2(停止信号)、R9015.1(运行开始信号)和R9015.0(运行状态)来管理。扫描周期描述了PMC对梯形图执行的频率。
4. **数据类型**:
FANUC的PMC支持多种数据形式,包括二进制、BCD码(Binary Coded Decimal,二进制编码十进制)和位型。其中,二进制形式支持不同长度的数据处理,如1字节、2字节和4字节,数值范围与数据长度有关。
5. **CNC接口**:
CNC(Computer Numerical Control,计算机数控)与PMC之间的通信主要基于二进制形式,这确保了数据传输的高效性和一致性。
值得注意的是,某些高级功能如I/OLink第二通道和符号/指令扩展规格,可能需要额外的软件包(如软件包B)或选配选项。使用这些功能时,需借助FANUCLADDER-III软件进行编程和管理。
FANUC的PMC功能强大且灵活,为机床制造商提供了高效的自动化解决方案,能够精确控制生产过程中的各种动作和逻辑,是现代工业自动化的重要组成部分。掌握这些PMC功能对于FANUC机床的操作、维护和升级至关重要。
PMC 功能
- 163 -
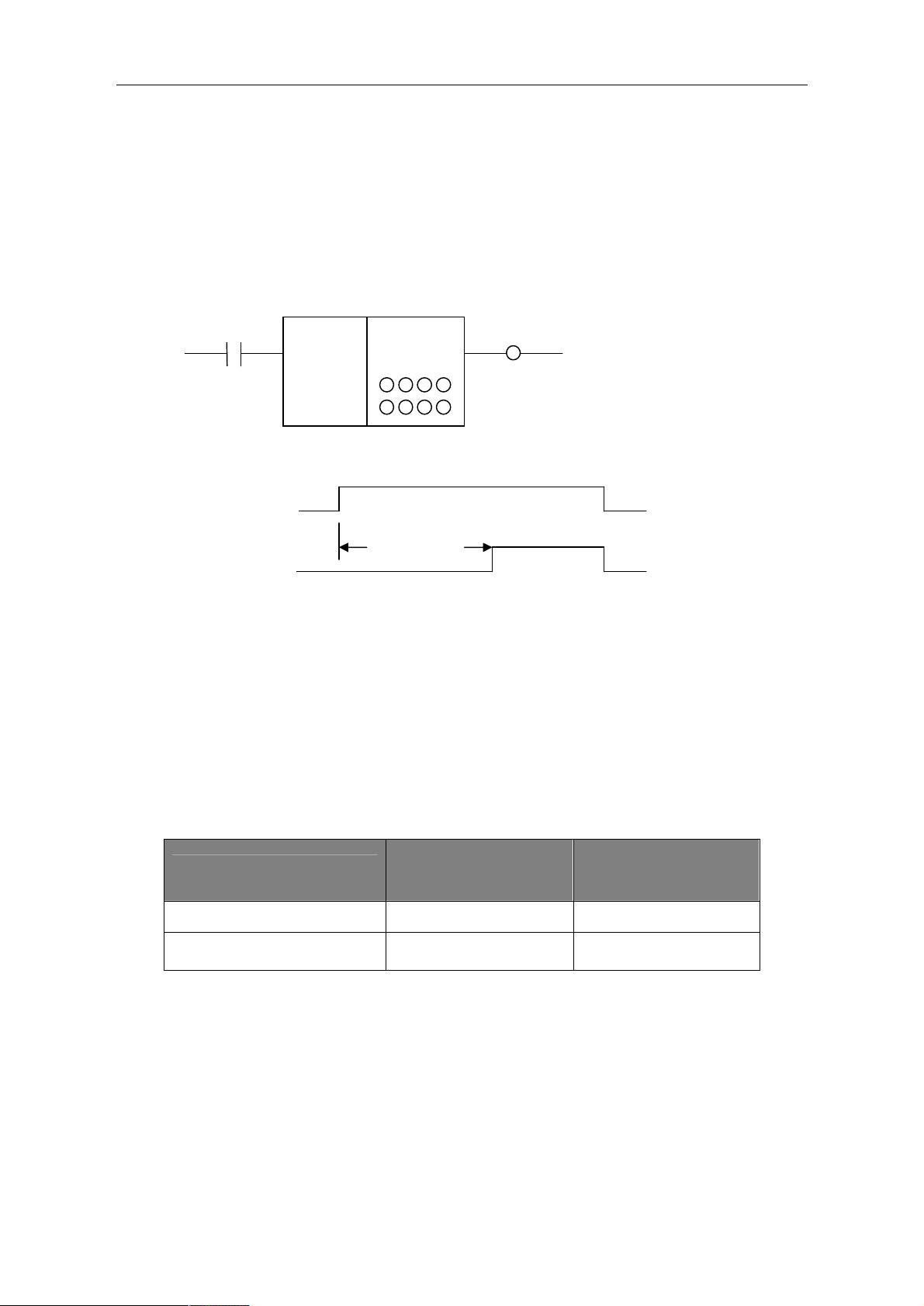
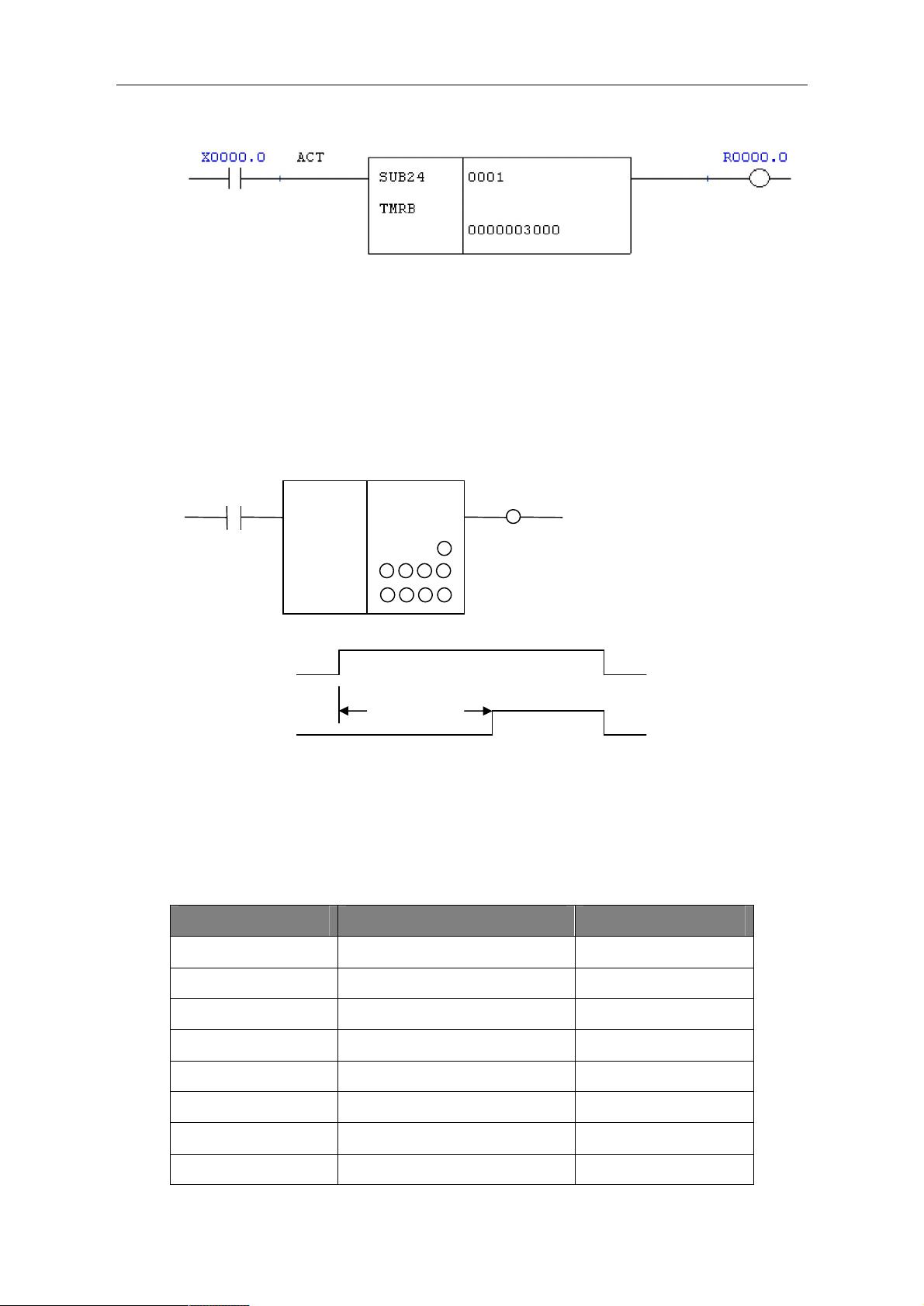
固定延时定时器(上升沿触发):SUB24/TMRB
ACT 为 1 后经过设定的时间,接通 W1 为 1。在命令控制参数中指定设定时间。
主要用于程序编写完成之后,用户无需变更设定时间的情况。
ACT 为 0 时,输出 W1 为 0。
【控制条件】
ACT =0 : 定时器输出 W1 为 0
=1 : 启动定时器
【控制参数】
定时器号 : 1~500
设定时间 : 以毫秒为单位进行设定(最大 32,767,000)
定时器的个数根据 PMC 类型不同而不同。
定时器初始设定数据
0i-D
PMC
0i-D/0i Mate-D
PMC/L
定时器号 1 到 500 1 到 100
设定时间 1 到 32,760,000(毫秒)
1 到 32,760,000(毫秒)
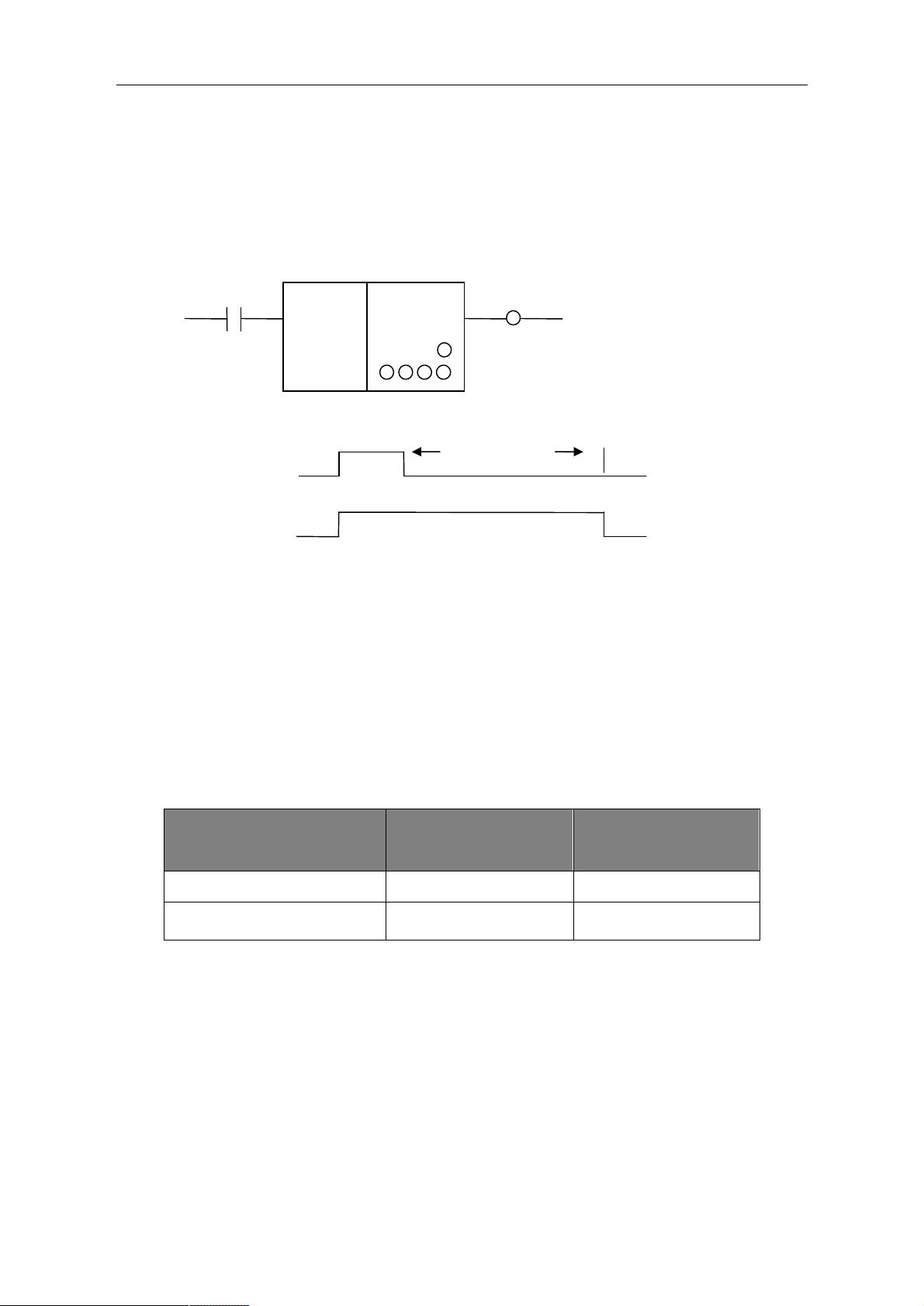
固定延时定时器(上升沿触发)TMRB 和固定延时定时器(下降沿触发)TMRBF 共用定时
器号,注意不要重复。建议使用自动分配功能,更加方便。
固定延时定时器 TMRB 和延时定时器 TMR 不共用定时器号,故不产生冲突。
【输出】
W1 : ACT 接通后,经过定时器设定的时间后,输出即接通为 1。
SUB24
TMRB
ACT
定时器号
设定时间
W
1
设定时间
ACT
W1

剩余75页未读,继续阅读
点击了解资源详情
323 浏览量
352 浏览量
164 浏览量
238 浏览量
2013-01-02 上传
157 浏览量


aezhanghui
- 粉丝: 0
- 资源: 6
 我的内容管理
展开
我的内容管理
展开







最新资源
- 随机函数(rand)
- Oracle9i+数据库管理基础+IVol.2.pdf
- ibatis_db_guide_cn
- 同济大学博士硕士授予学位学科专业一览表.pdf
- OA需求分析书 oa相关资料
- Weblogic的安装与配置
- The.Art.of.UNIX.programming
- FreeMarker_Programmer Guide 中文版pdf
- 精心整理 EXT 中文手册
- 基于MESH网和CC2430芯片的ZIGBEE抄表系统硬件概述
- 重装电脑后的6件必做大事
- s3610+实验手册
- Java经典面试试题及答案
- 深入浅出linux设备驱动程序pdf
- ATmega128中文资料
- ActionScript 3.0编译器编译错误大全
