机器视觉硬件选型详解与应用案例
机器视觉硬件选型基础是一份详尽的指南,主要介绍了在自动化生产中广泛应用的机器视觉技术及其硬件组件选择的关键要素。该文档首先从机器视觉的基本概念入手,阐述了它如何通过模拟人眼的方式,利用摄像头、镜头、图像采集卡、光源等硬件设备,配合专门的图像处理系统和视觉开发软件,来识别和分析物体特征,从而实现对产品的测量、定位、缺陷检测和光学字符识别等功能。
1. **相机(Camera)**:作为机器视觉的核心组件,相机负责捕捉目标物体的图像。选择相机时要考虑分辨率、帧率、动态范围、色彩深度等因素,以确保图像质量满足检测需求。
2. **镜头(Lens)**:镜头直接影响图像的清晰度和视角,不同焦距和光圈的选择会影响成像质量和光线控制。高分辨率镜头对于细节检测至关重要。
3. **图像采集卡(Framegrabber)**:负责实时采集图像并将它们传输到计算机进行处理。性能良好的采集卡能确保数据传输的稳定性和速度。
4. **光源(Illumination)**:照明是视觉系统中的关键环节,不同类型的光源(如LED、光纤、环形灯等)用于提供均匀、无干扰的照明,以便准确识别物体特征。
5. **视觉开发软件(VisionSDK)**:软件平台用于图像预处理、特征提取、识别和决策。选择具有易用性、兼容性和强大算法的SDK有助于简化开发过程。
6. **智能相机(Smart Camera)**:集成了上述硬件和软件功能的集成解决方案,提供一键式检测能力,适用于对精度和速度要求较高的应用场景。
**典型案例**部分着重展示了机器视觉在实际生产中的应用,如定位与引导、几何尺寸测量、缺陷检测(包括电子元件、食品包装等领域的应用)和光学字符识别(如条形码/二维码读取),这些都是企业提升生产效率和产品质量的重要手段。
在选型过程中,设计工程师需权衡成本效益,例如对于批量生产中的低缺陷容忍度产品,可能需要更高级别的检测系统,而对于那些功能性的产品,可能只需基本的外观检查即可。机器视觉技术的价值在于它能够提高生产过程的灵活性和自动化程度,减少人工介入,确保产品的整体质量,从而为企业创造更大的价值。

那么,任一视频分量的带宽就分别为 7.375MHz 和6.15 MHz 。然而,视频标准允许低的
带宽,就导致低的水平分辨率。因此相机或监视器能获取和显示的垂直线的个数就是一
个质量评估指标。这一参数是来计算单个垂直的黑线和白线,而不是计算线对。简单的
监视系统需要 300条TV线。高分辨率系统提供 550 或更多的 TV线。在实际中,这种测量
并没有精确的使用。因此,一个有 550条TV线的相机可能会比另一个号称 600 条TV 线的
相机有更好的性能。
显像管屏幕的显示特性是非线性的,强调图像亮的和暗的灰度级。为了补偿这个影
响,大多数相机提供 r校正(伽马校正) 。如果r=1,输出单元以线性模式工作, r=0.45
表明输出单元强调中灰度级 。另外,一些相机提供一个 r=0.25 的r校正来增强中灰度级。
r校正用于监控系统会很有用,而在测量中作用稍小一些。
如在前一节所述,电子快门用于控制 CCD芯片的曝光时间。如果物体照明不好, 电
子快门速度就需要慢些,以增加曝光时间。视频标准规定最小的快门速度为对于 CCIR
标准 1/50秒,对于 EIA标准1/60 秒。如果物体要运动,最小的快门速度会高一些,结果,
要求的 1V的视频信号幅度就可能达不到。 这种情况下,就需要利用增益控制来放大信号。
最大增益通常为 1:10或1:20。如果这还不够,就要运用长时间的积分。这些放大器
可以是自动运行的也可以是手动运行的。在自动增益控制( AGC )模式中,放大器调整
自己来输出幅度为 1V的标准视频信号。 这对监控系统适用但对测量就不大适用。 由于这
里我们通常用控制照明工作,最好将相机调到手动增益控制模式,那么相机操作器就会
根据指定条件设置精确的增益。
如果图像采集卡从一个输入视频信号切换到另一个输入视频信号, 采集卡通常需要
获得稳定的图像需要几桢的时间(这段时间用于从复合视频信号中提取同步头)。而且
这一影响经常被低估了,这是很烦人的。在某些应用场合,需要多个相机同时拍摄同一
工件的不同工位或不同视角,这样就希望所有的视频输入信号是垂直同步的,这一过程
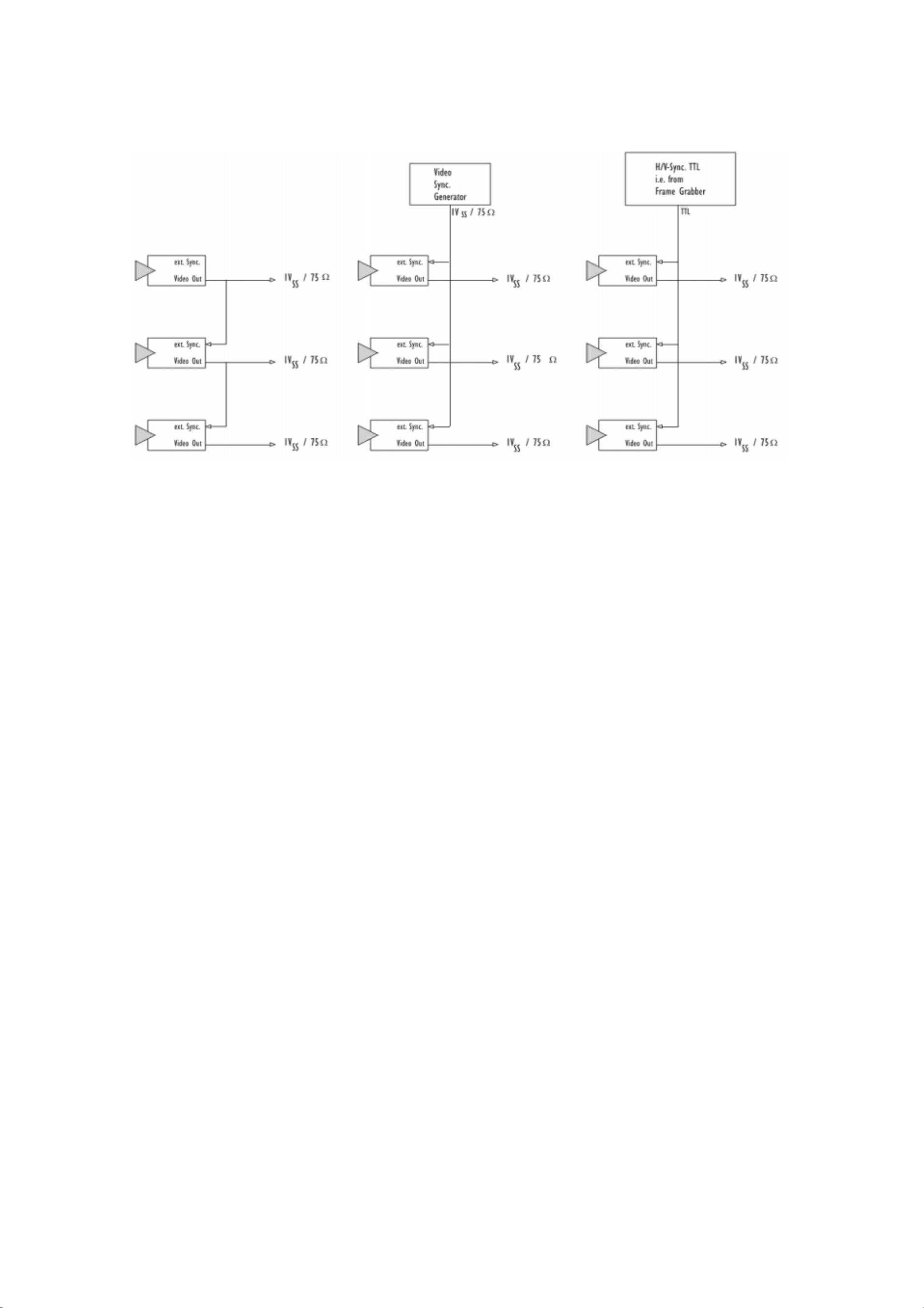
的术语就是外部同步或同步锁相, 这样就可以避免相机间捕获图像的时间差异。 图1.2.9
所示为三种相机间的同步方法。最简单的(图 1.2.9a )是靠建立一个同步链,从一个相
机的视频输出用于下一个相机的同步输入,显然,相机之间的信号迟延可能会导致一些
问题。如果同步必须是很精确的,就应该使用一个外部同步发生器如图 1.2.9b 所示。通
常一些相机接受水平同步和垂直同步为 TTL 电平而且很多的中高端图像采集卡都可以提
供,因而用采集卡的同步输出同样能够进行相机间的同步,但在使用采集卡的同步输出
时需要注意的是它的负载驱动能力, 大部分图像采集卡在同时驱动三个以上相机同步时
剩余67页未读,继续阅读
853 浏览量
359 浏览量
172 浏览量
2022-05-19 上传
191 浏览量
944 浏览量

weixin_40148683
- 粉丝: 0
- 资源: 9
 我的内容管理
展开
我的内容管理
展开







最新资源
- 【容智iBot】8iBot=RPA+AI:数字化生产力为企业赋能.rar
- 操作系统课件+实验.rar_mightpol_wonsps_操作系统_操作系统实验
- TestYo:测试
- iocage-plugin-zabbix5-server
- 时代变频器在纺织机械行业中的应用.rar
- 【容智iBot】7你知道AI人工智能对我们的意义吗?.rar
- gimp-plugin-pixel-art-scalers:Gimp插件,用于使用hqx,xbr和scalex等Pixel Art Scalers重新缩放图像
- SpringBoot2.7整合SpringSecurity+Jwt+Redis+MySQL+MyBatis完整项目代码
- tarsnapper:tarsnap包装器,使用gfs-scheme使备份失效
- HC110110017 链路状态路由协议-OSPF-ospf.rar
- AreSolutionsClinicMobile:Spring世博会命令行界面,API消费和Spring启动
- Map-Fu-开源
- webbrowser自动填表,并获取网页源码(iframe框架也可获取网页源码)
- janeway::milky_way:具有对象检查和许多其他功能的Node.js控制台REPL
- 批量单词翻译
- indicator:财务指标(EMA,MACD,SMA)
