薄壁管数控弯管工艺参数对成形质量影响实验研究
需积分: 9 84 浏览量
更新于2024-08-23
收藏 328KB PDF 举报
"工艺参数对薄壁数控弯管成形质量影响的实验研究 (2005年)"
在薄壁管的数控弯曲过程中,工艺参数的选择至关重要,因为它们直接影响到管件的成形质量和最终产品的性能。这篇2005年的论文深入探讨了这些参数如何影响薄壁管的起皱、拉裂、回弹和截面畸变等问题。作者通过实验方法揭示了工艺参数的内在影响机制,并提出了实用的计算公式和分析。
首先,芯棒伸出量是控制薄壁管弯曲成型过程中起皱和拉裂的关键因素之一。芯棒的作用是支撑管内壁,防止在弯曲时管壁受压过重导致的变形。论文中推导出了一种合理芯棒伸出量的计算公式,并通过实验验证了其有效性。这个计算公式可以帮助确定在特定条件下芯棒应伸出的合适长度,以避免因芯棒伸出过短导致的起皱,或者伸出过长引起的拉裂。
其次,弯曲中心角对回弹角和截面畸变的影响也是研究的重点。回弹是材料在弯曲后由于弹性恢复产生的角度变化,而截面畸变则指管子横截面形状的不规则变形。通过对不同弯曲中心角的实验,研究发现弯曲中心角与回弹角之间存在线性关系,这为预测和控制回弹提供了理论依据。了解这一关系有助于在设计阶段就准确预估最终产品的形状,从而减少后期修正的工作。
此外,该研究还强调了这些研究成果对于数值模拟和实际生产的重要性。在数值模拟中,准确的工艺参数可以提高模拟结果的准确性,使得工程师能在计算机上预测和优化成形过程,减少试错成本。而在实际生产中,这些发现能指导操作人员选择最佳工艺参数,提高生产效率,降低废品率,确保产品质量的稳定。
总结来说,这篇论文揭示了薄壁管数控弯管工艺中芯棒伸出量和弯曲中心角这两个关键参数对成形质量的具体影响,为薄壁管制造提供了宝贵的理论指导和实践经验。通过理解并应用这些知识,工程师和制造商可以更有效地控制和改善薄壁管的弯曲成型过程,从而提升产品质量和生产效益。
第
24
卷第
8
期
筑
)()5
年
8
月
机械科学与技术
Vo
l.
24
No.8
MECHANICAL
SCIENCE
AND
TECHN
Ol
ρGY
August
组阁
5
文章编号
:1
∞
13
-8
728(2
∞
5)08
-0佣
5
-04
工艺参数对薄壁数控弯管成形质量影响的实验研究
王光祥,杨合,李恒,詹梅,谷瑞杰
(西北工业大学材料学院,西安
71
∞
72)
王光样
摘要:实验研究了工艺参数对薄壁管数控弯曲成形中起皱、拉裂、回弹和截面畸变等的影响规律。椎导及验证了
合理芯棒伸出量的计算公式,分析了芯棒伸出量影响管件起皱和拉裂的主妥原因;同时研究了弯曲中心角对回弹角
和截面畸变的影响,得到了弯曲中心角与回弹角豆线性关系的结论。研究工作对于数位模拟和实际生产具有借鉴
意义和参考价值。
关键词:工艺参数:薄壁管;芯棒伸出量;成形质量
中图分类号
:TG3
文献标识码
:A
Expe
rimental
Study
of
也
e
Inð
ueoce
of
Pr
oc
臼
sing
Parameters
00
Forming
Quali
ty
of
Thin-Walled
NC
Bending
Tu
be
W
ANG
Guang-xiang ,
YANG
He , U Heng ,
ZHAN
Mei
,
GU
Rui-jie
(College of Materials
Sc
ieJlce and
Engineeri
吨,
Northwestem Polytechnical University,
Xi'
皿
71
(0
72)
Abs
仕
act:
咀
le
i
nf1
uence of processing
p
町
ameters
on
wrinkling, cracking, spring-back and defonnation of
thin-walled
NC
bending tube is studied
by
experimentation.
Th
e major
re
筒。
n
for
由
e
extension length of
mandrel i
nf1
uencing wrinkle and crack of tube is deeply analyzed , and the calculation fonnula of the most
reasonable extension length of mandrel is deduced and proved. At the same time , the effects of angularity
on spring-back angle and defonnation of cross-section are researched , and the conclusion
of
也
e
linear re-
lationship between angularity and spring-back angle is obtained.
Key
words:
Proc
essing parameters;
Th
in-walled tube; Extension length of mandrel; Forming quality
薄壁弯管件(相对管等大于
20)
在航空航天、石汹化工
和汽车工业等重要领域具有广阔的应用前景
[1
,
2]
。薄壁管
弯曲成形方法很多,与其它方式相比,薄壁管数控弯曲成形
技术能够实现管塑性弯曲过程的智能化、柔性化和自动化,
满足对产品商精度、高效率的加工要求,在航空航天、船舶
工业等高科技领域占有十分重要的地位
[3
,
4]
。
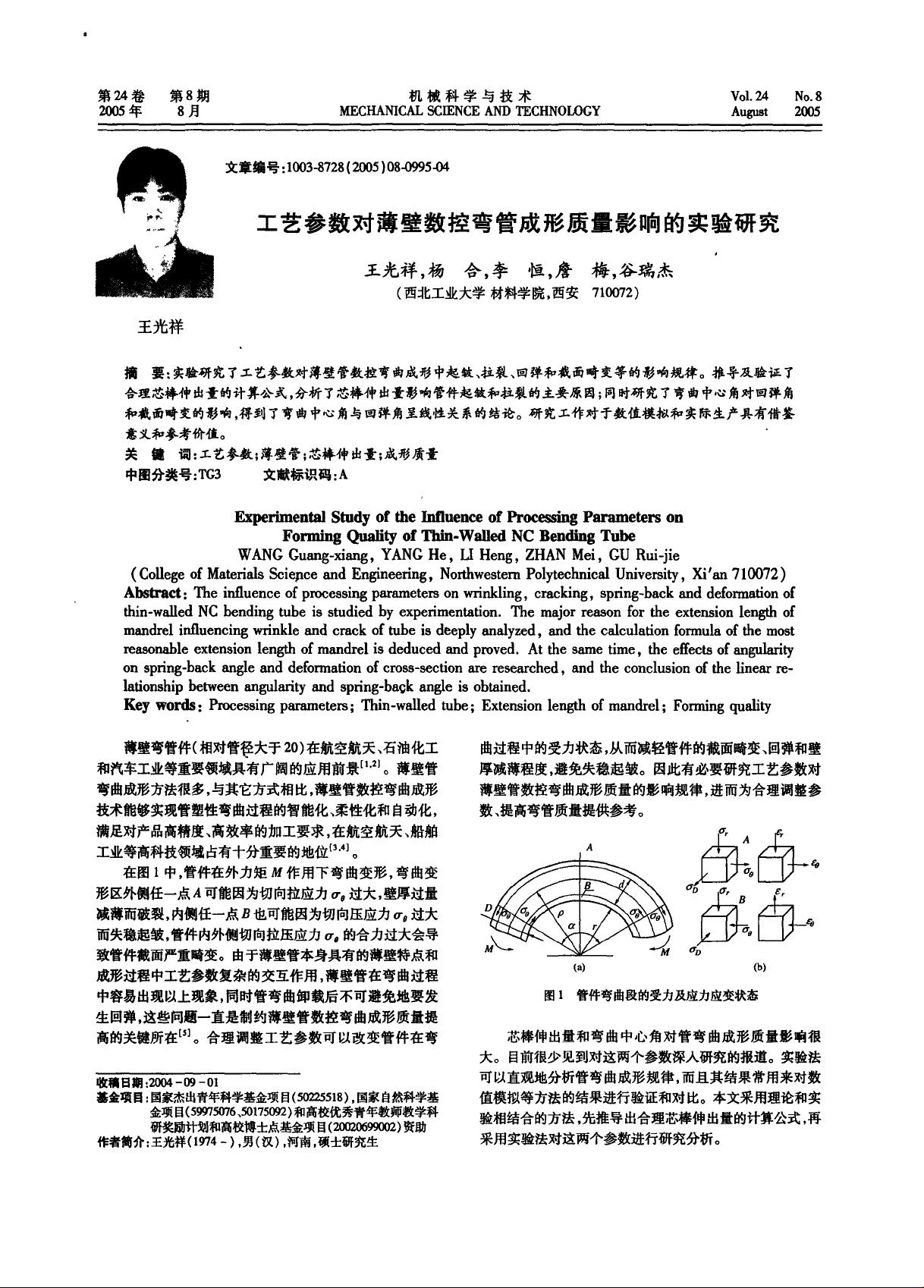
在图
1
中,管件在外力矩
M
作用下弯曲变形,弯曲变
形区外侧任一点
A
可能因为切向拉应力
σe
过大,壁厚过量
减薄而破裂,内侧任一点
B
也可能因为切向压应力
σ
,过大
而失稳起皱,管件内外侧切向拉压应力町的合力过大会导
致管件截面严重畸变。由于薄壁管本身具有的薄壁特点和
成形过程中工艺参数复杂的交互作用,薄壁管在弯曲过程
中容易出现以上现象,同时管弯曲卸载后不可避免地要发
生回弹,这些问题一直是制约薄壁管数控弯曲成形质量提
高的关键所在
[S]
。合理调整工艺参数可以改变管件在弯
收稿日期:2(刷
-ω-01
基金项目:国家杰出青年科学基金项目
(50225518)
.国家自然科学基
金项目
(5m
5fY1
6
、
50175092)
和高校优秀青年教师教学科
研奖励计划和高校博士点基金项目
(2
脱
0699
伽)资助
侍者简介:王光祥(1
974
斗,男(汉)
.问商,硕士研究生
曲过程中的受力状态,从而减轻管件的截面畸变、回弹和壁
厚减薄程度,避免失稳起皱。因此有必要研究工艺参数对
薄壁管数控弯曲成形质量的影响规律,进而为合理调整参
数、提高弯管质量提供参考。
A
(a)
Eø-命
运
;44
。}
图
1
管件弯曲段的受力及应力应变状态
芯棒伸出量和弯曲中心角对管弯曲成形质量影响很
大。目前很少见到对这两个参数深入研究的报道。实验法
可以直观地分析管弯曲成形规律,而且其结果常用来对数
值模拟等方法的结果进行验证和对比。本文采用理论和实
验相结合的方法,先推导出合理芯棒伸出量的计算公式,再
采用实验法对这两个参数进行研究分析。
下载后可阅读完整内容,剩余3页未读,立即下载
2021-04-23 上传
2023-07-02 上传
2021-08-14 上传
点击了解资源详情
2021-01-26 上传
2020-07-03 上传
2021-04-25 上传
2020-06-30 上传
2021-04-28 上传

weixin_38608025
- 粉丝: 6
- 资源: 937
 我的内容管理
展开
我的内容管理
展开







最新资源
- Raspberry Pi OpenCL驱动程序安装与QEMU仿真指南
- Apache RocketMQ Go客户端:全面支持与消息处理功能
- WStage平台:无线传感器网络阶段数据交互技术
- 基于Java SpringBoot和微信小程序的ssm智能仓储系统开发
- CorrectMe项目:自动更正与建议API的开发与应用
- IdeaBiz请求处理程序JAVA:自动化API调用与令牌管理
- 墨西哥面包店研讨会:介绍关键业绩指标(KPI)与评估标准
- 2014年Android音乐播放器源码学习分享
- CleverRecyclerView扩展库:滑动效果与特性增强
- 利用Python和SURF特征识别斑点猫图像
- Wurpr开源PHP MySQL包装器:安全易用且高效
- Scratch少儿编程:Kanon妹系闹钟音效素材包
- 食品分享社交应用的开发教程与功能介绍
- Cookies by lfj.io: 浏览数据智能管理与同步工具
- 掌握SSH框架与SpringMVC Hibernate集成教程
- C语言实现FFT算法及互相关性能优化指南
