三菱QD75定位模块实例教程:从原点回归到错误复位
"本文主要介绍了三菱定位模块QD75的使用,包括原点回归、原点回归状态监测、全部原点回归程序以及JOG速度的更改和SERVOERROR的复位等常见操作实例,适合三菱自动化设备的初学者学习参考。"
1. 原点回归程序实例:
- 原点回归启动通常由M1250按键触发,通过M1081检查电机手动状态。
- 使用专用指令[T0H4K1500K9001K1],其中T0指定PLC到QD75模块的通信,H4为模块地址,K1500为定位指令,K9001表示机械原点回归,K1设定值为1。
- Y50、Y44、Y40分别用于定位启动、轴停止和PLC准备完成,SETY50执行电机的输出并处理位置。
- M6401输出原点回归启动条件脉冲,M6501表示原点回归动作完成。
2. 原点回归过程监控:
- 原点回归过程中,Y50作为动作进行中的指示,X50表示启动完成,X4C指示电机忙碌状态。
- 完成原点回归后,M6501持续接通,但若发生SERVOERROR(伺服错误),由M6701和X48断开,同时执行[RSTY50]复位电机。
3. 全部原点回归程序:
- M1290启动原点回归,需在手动模式下(M1001),M100输出维持处理,直到M101表示全部原点回归完成或被M1012复位按键或M105紧急停止中断。
4. JOG速度更改:
- 通过M1055、M1053、M1051按键选择JOG速度,配合SM400状态,允许随时改变速度设定。
- 速度值存储在D120,使用DTOH4K1518D120K1指令将D120的数据写入QD75模块的相应参数位置。
5. SERVOERROR复位:
- 遇到伺服ERROR时,可使用K1502、K1602、K1702、K1802等轴特定的复位代码进行错误恢复。
这些实例提供了基础的编程模板,帮助用户理解如何控制和监控三菱QD75定位模块的原点回归、速度调整和错误处理。对于初学者来说,这些实例有助于快速上手实际应用。在实践中,根据具体设备和需求,需要适当修改和扩展这些程序以适应不同场景。
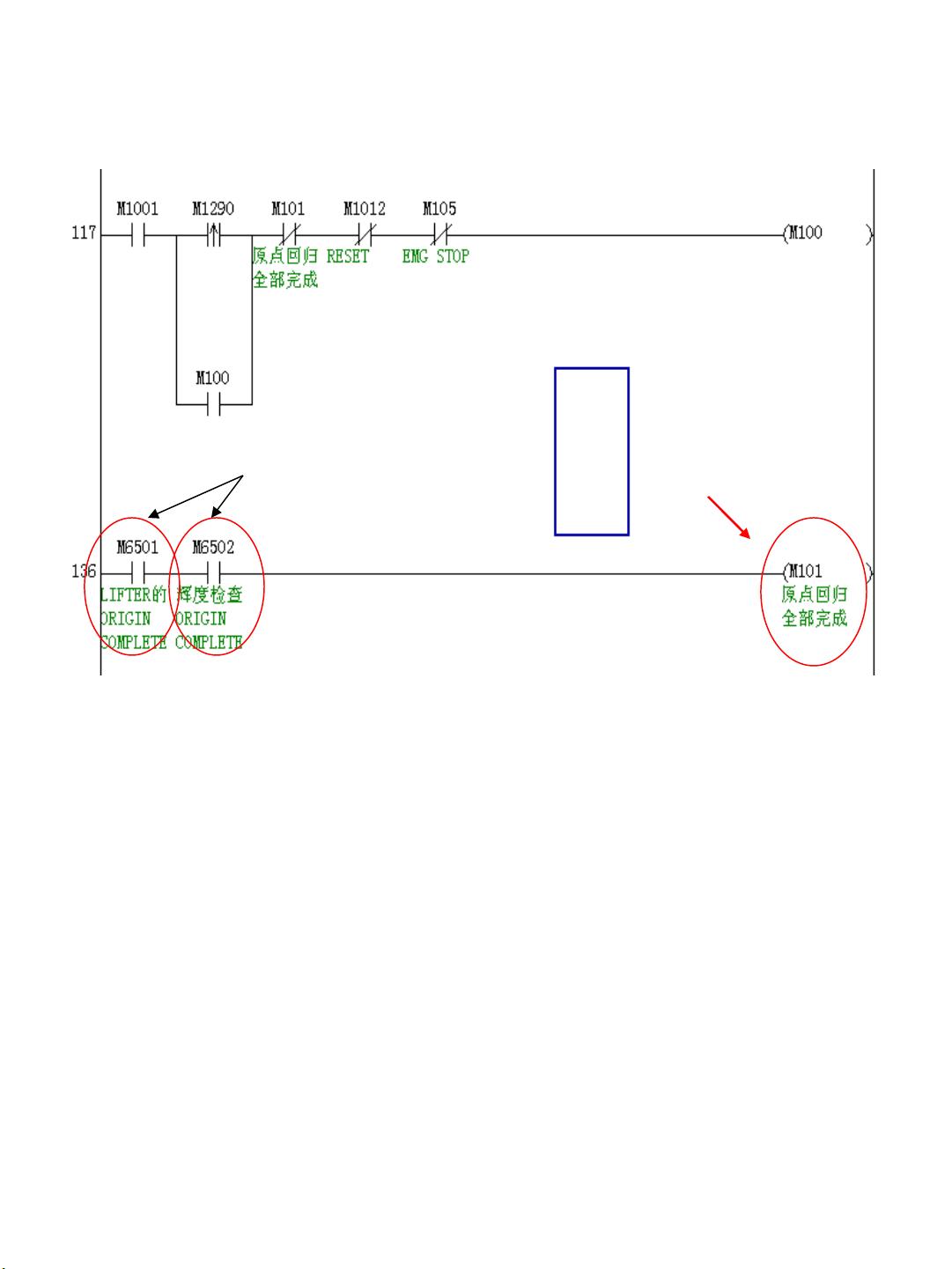
3. 全部原点回归程序示例:
M1290 原点回归的启动开关
M1001 原点回归时必须在手动状态下进行
M100 原点回归的输出 (动作需要进行维持处理)
原点回归的断开条件 :
M101 全部原点回归执行完成
M1012 复位按键启动
M105 紧急停止开关启动
原点回归完成
状态指示
所有电机
原点完成输出
剩余16页未读,继续阅读
点击了解资源详情
2023-05-04 上传
点击了解资源详情
点击了解资源详情
点击了解资源详情
点击了解资源详情
2023-01-13 上传
2023-05-04 上传
2023-05-02 上传

shuyihang1
- 粉丝: 1
- 资源: 5
 我的内容管理
展开
我的内容管理
展开







最新资源
- AIserver-0.0.9-py3-none-any.whl.zip
- VC++使用SkinMagic换肤的简单实例
- 电信设备-轧机用四列圆柱滚子轴承喷油塞.zip
- devgroups:世界各地的大量开发者团体名单
- 用户级线程包
- xxl-job-executor:与xxl-job-executor的集成
- Java---Linker
- WebServer:基于模拟Proactor的C ++轻量级web服务器
- SkinPPWTL.dll 实现Windows XP的开始菜单(VC++)
- AIOrqlite-0.1.3-py3-none-any.whl.zip
- d3-playground:我在 Ember.js 中使用 D3 的冒险
- elastic_appsearch
- machine-learning-papers-summary:机器学习论文笔记
- 润滑脂
- osm-grandma:QBUS X OSM | OSM-GRANDMA Granny Revive脚本| 高质量RP | 100%免费
- Excel表格+Word文档各类各行业模板-节目主持人报名表.zip
