分布式模型预测控制在热轧带钢层流冷却过程中的应用
196 浏览量
更新于2024-08-27
收藏 1.19MB PDF 举报
"分布式模型预测控制在全厂热轧带钢层流冷却过程中的应用"
文章“Distributed Model Predictive Control for Plant-wide Hot-Rolled Strip Laminar Cooling Process”探讨了如何利用分布式模型预测控制(DMPC)框架来优化大型非线性系统,即热轧带钢层流冷却(HSLC)过程。热轧带钢层流冷却是一个复杂的过程,涉及到大规模的热能管理,需要精确且灵活的控制策略以确保产品的质量和生产效率。
DMPC是一种先进的控制策略,它将整个系统分解为多个相互连接的子系统,每个子系统由本地模型预测控制器(MPC)独立管理。本地MPC通过邻域优化方案与其他子系统协作,这允许各控制器之间交换信息,以共同优化整个系统的性能。模型预测控制(MPC)基于对系统未来行为的预测,能够处理多变量和约束问题,因此特别适合处理HSLC过程中的动态和非线性特性。
在HSLC过程中,带钢在热轧后需要快速冷却以达到所需的力学性能。层流冷却通过控制冷却水的流量和温度,实现对带钢温度的精确控制,以防止出现不均匀的冷却和可能的变形。DMPC的应用可以更有效地控制冷却过程,确保冷却速度的均匀性和一致性,从而提高带钢的质量和加工效率。
文章指出,由于DMPC的计算效率和精确性,这种方法特别适合于处理像热轧带钢冷却这样具有大量输入和输出变量的大型工业过程。通过局部控制器之间的协同工作,DMPC能够在满足系统约束的同时,优化整个冷却过程的性能,如温度分布、冷却速率和带钢的最终力学性能。
此外,作者还强调了该研究的版权和使用规定,表明文章的副本仅供作者内部非商业研究和教育使用,包括在作者所在机构的教学分享和同事交流。对于其他用途,如复制、分发、销售或许可,或在个人、机构或第三方网站上发布,均需遵循特定的版权政策。作者通常可以将他们的文章版本(例如Word或Tex形式)发布到个人网站或机构存储库,但具体政策应参考Elsevier的版权信息。
总结来说,该研究通过实施DMPC,为热轧带钢层流冷却过程提供了一种高效且精确的控制策略,提升了整个冷却系统的灵活性和整体性能,同时考虑了实际工业环境中的各种限制和挑战。
Author's personal copy
Some DMPC formulations are available in the literatures
[18–25]. Among them, the methods described in [18,19] are
proposed for a set of decoupled subsystems, and the method
described in [18] is extended in [20] recently, which handles
systems with weakly interacting subsystem dynamics. For
large-scale linear time-invariant (LTI) systems, a DMPC scheme
is proposed in [21]. In the procedure of optimization of each
subsystem-based MPC in this method, the states of other sub-
systems are approximated to the prediction of previous instant.
To enhance the efficiency of DMPC solution, Li et al. developed
an iterative algorithm for DMPC based on Nash optimality for
large-scale LTI processes in [22]. The whole system will arrive
at Nash equilibrium if the convergent condition of the algorithm
is satisfied. Also, in [23], a DMPC method with guaranteed fea-
sibility properties is presented. This method allows the practi-
tioner to terminate the distributed MPC algorithm at the end
of the sampling interval, even if convergence is not attained.
However, as pointed out by the authors of [22–25], the perfor-
mance of the DMPC framework is, in most cases, different from
that of centralized MPC. In order to guarantee performance
improvement and the appropriate communication burden
among subsystems, an extended scheme based on a so called
‘‘neighbourhood optimization” is proposed in [24], in which
the optimization objective of each subsystem-based MPC consid-
ers not only the performance of the local subsystem, but also
those of its neighbours. The HSLC process is a nonlinear,
large-scale system and each subsystem is coupled with its
neighbours by states, so it is necessary to design a new DMPC
framework to optimize HSLC process. This DMPC framework
should be suitable for nonlinear system with fast computational
speed, appropriate communication burden and good global
performance.
In this work, each local MPC of the DMPC framework proposed
is formulated based on successive on-line linearization of nonlin-
ear model to overcome the computational obstacle caused by non-
linear model. The prediction model of each MPC is linearized
around the current operating point at each time instant. Neigh-
bourhood optimization is adopted in each local MPC to improve
the global performance of HSLC and lessen the communication
burden. Furthermore, since the strip temperature can only be mea-
sured at a few positions due to the hard ambient conditions, EKF is
employed to estimate the transient temperature of strip in the
water cooling section.
The contents are organized as follows. Section 2 describes the
HSLC process and the control problem. Section 3 presents proposed
control strategy of HSLC, which includes the modelling of subsys-
tems, the designing of EKF, the functions of predictor and the
development of local MPCs based on neighbourhood optimization
for subsystems, as well as the iterative algorithm for solving the
proposed DMPC. Both simulation and experiment results are pre-
sented in Section 4. Finally, a brief conclusion is drawn to summa-
rize the study and potential expansions are explained.
2. Laminar cooling of hot-rolled strip
2.1. Description
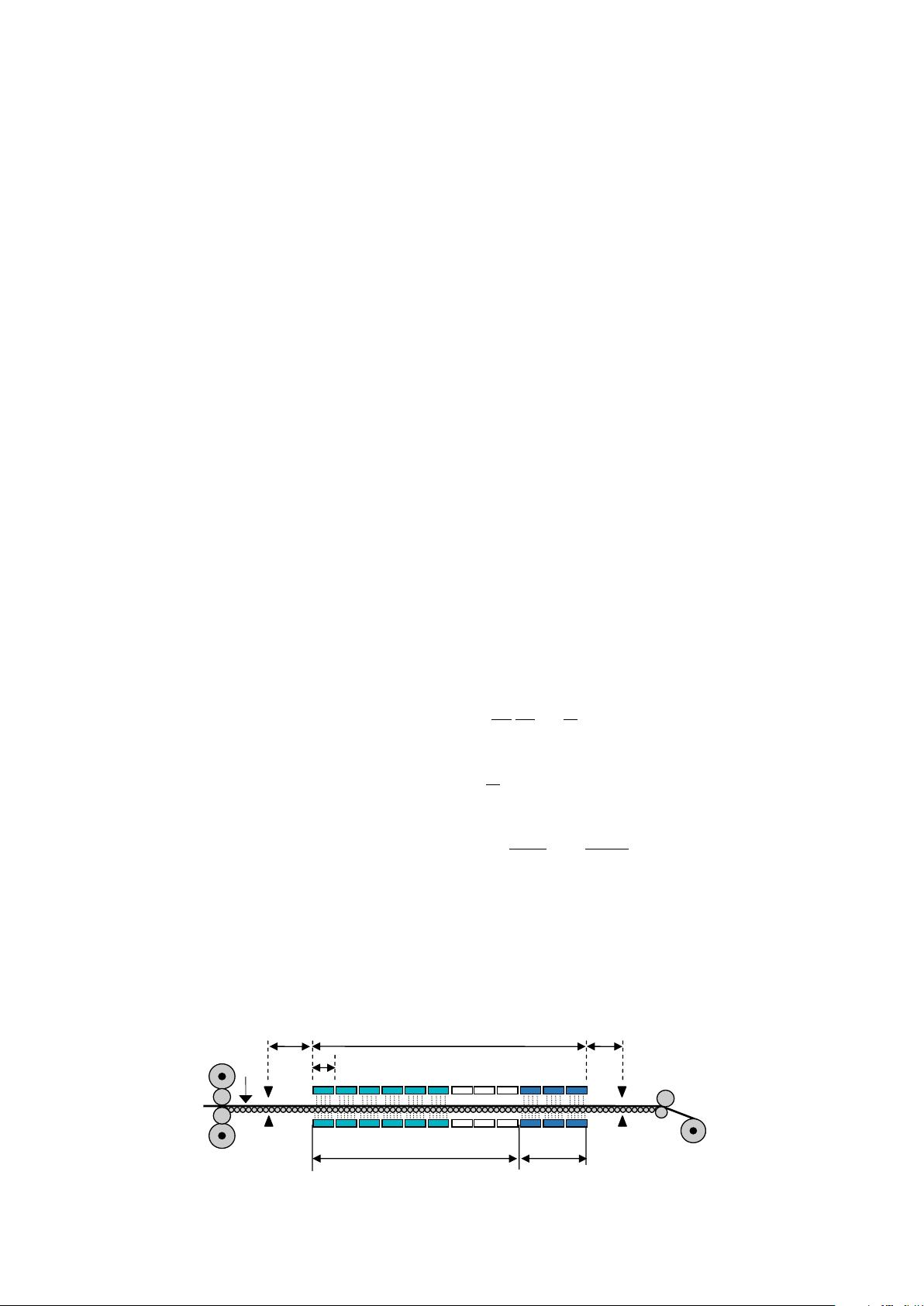
The HSLC process is illustrated in Fig. 1. Strips enter cooling sec-
tion at finishing rolling temperature (FT) of 820–920 °C, and are
coiled by coiler at coiling temperature (CT) of 400–680 °C after
being cooled in the water cooling section. The X-ray gauge is used
to measure the gauge of strip. Speed tachometers for measuring
coiling speed is mounted on the motors of the rollers and the
mandrel of the coiler. Two pyrometers are located at the exit of
finishing mill and before the pinch rol1 respectively. Strips are
6.30–13.20 mm in thickness and 200–1100 m in length. The
run-out table has 90 top headers and 90 bottom headers. The top
headers are of U-type for laminar cooling and the bottom headers
are of straight type for low pressure spray. These headers are di-
vided into 12 groups. The first nine groups are for the main cooling
section and the 1ast three groups are for the fine cooling section. In
this HSLC, the number of cooling water header groups and the
water flux of each header group are taken as control variables to
adjust the temperature distribution of the strip.
2.2. Thermodynamic model
Consider the whole HSLC process from the point of view of geo-
metrically distributed setting system (The limits of which are rep-
resented by the geometrical locations of FT and CT, as well as the
strip top and bottom sides), a two dimensional mathematical mod-
el
for
Cartesian
coordinates
is developed combining academic and
industrial research findings [26]. The model assumes that there is
no direction dependency for the heat conductivity k. There is no
heat transfer in traverse and rolling direction. The latent heat is
considered by using temperature-dependent thermal property
developed in [27] and the model is expressed as
_
x ¼
k
q
c
p
@
2
x
@z
2
_
l
@x
@l
ð1Þ
with the boundary conditions on its top and bottom surfaces
k
@x
@z
¼ h ðx x
1
Þð2Þ
where the right hand side of (2) is h times (x x
1
) and
h ¼ h
w
x x
w
x x
1
þ
r
0
e
x
4
x
4
1
x x
1
ð3Þ
and x(z, l, t) strip temperature at position (z, l);
l, z length coordinate and thickness coordinate respectively;
q
density of strip steel;
c
p
specific heat capacity;
k heat conductivity;
r
0
Stefan–Boltzmann constant (5:67 10
8
w=m
2
K
4
);
Water cooling section
Finishing mill
Pyrometer
Fine cooling section
62.41m 7.5m 7.5m
5.2 m
Pinch roll
Coiler
Main cooling section
X-ray
Fig. 1. Hot-rolled strip laminar cooling process.
1428 Y. Zheng et al. / Journal of Process Control 19 (2009) 1427–1437
剩余11页未读,继续阅读
2024-08-14 上传
2021-02-20 上传
2021-02-11 上传
2021-02-09 上传
2021-02-10 上传
2022-01-03 上传
2021-02-11 上传
Integrated Network-Based Model Predictive Control for Setpoints Compensation in Industrial Processes
2021-02-10 上传
2021-02-12 上传

weixin_38502915
- 粉丝: 5
- 资源: 914
 我的内容管理
展开
我的内容管理
展开







最新资源
- Aspose资源包:转PDF无水印学习工具
- Go语言控制台输入输出操作教程
- 红外遥控报警器原理及应用详解下载
- 控制卷筒纸侧面位置的先进装置技术解析
- 易语言加解密例程源码详解与实践
- SpringMVC客户管理系统:Hibernate与Bootstrap集成实践
- 深入理解JavaScript Set与WeakSet的使用
- 深入解析接收存储及发送装置的广播技术方法
- zyString模块1.0源码公开-易语言编程利器
- Android记分板UI设计:SimpleScoreboard的简洁与高效
- 量子网格列设置存储组件:开源解决方案
- 全面技术源码合集:CcVita Php Check v1.1
- 中军创易语言抢购软件:付款功能解析
- Python手动实现图像滤波教程
- MATLAB源代码实现基于DFT的量子传输分析
- 开源程序Hukoch.exe:简化食谱管理与导入功能
