JWK-710数控系统驱动的SZM01-000丝锥直槽磨床控制详解
需积分: 10 149 浏览量
更新于2024-09-12
收藏 5.43MB DOC 举报
本文主要介绍了SZM01-000型CNC丝锥直槽沟磨床的数控解决方案,该磨床的关键控制系统采用JWK-710二轴数控系统,确保了磨削过程的精确控制和高效性。以下是文章详细阐述的关键部分:
1. 砂轮主轴机构:
- 驱动砂轮轴旋转的动力来自变频调速的三相交流异步电机,通过CNC系统实现恒定转速和转矩控制,速度范围为60-65m/s,功率为7.5-11KW。砂轮磨削过程分为初始修整和后续工件磨削时的再修整,由Z轴(磨头升降)和X轴(修磨轮横向进给)的伺服电机进行协同运动。
2. 工件轴机构:
- 工件轴由分度机构、液压马达和定位油缸构成,分度动作由油缸启闭控制,位置通过电感式接近开关进行反馈。CNC根据信号给出分度指令。
3. 工件送料机构:
- 包括送料油缸、抬升油缸和缓冲油缸,由CNC的M指令驱动,通过电感式接近开关检测工件位置和动作范围。
4. 工件轴前后运动:
- 顶尖台的前、后移动由工作台的主推动油缸执行,CNC在接收到分度到位信号后才启动相应动作,行程检测通过感应开关完成。
5. 工件工作仓门:
- 工作仓门的开闭控制与送料机构联动,当送料机构前进信号确认后,CNC发出打开或关闭仓门的M指令。
整个系统设计注重精度与效率,通过精密的机械结构和先进的数控技术,确保丝锥直槽磨削的高质量和一致性。此外,文中提及的行程限位、超程报警和位置反馈机制都是为了保证设备的安全运行和加工质量。
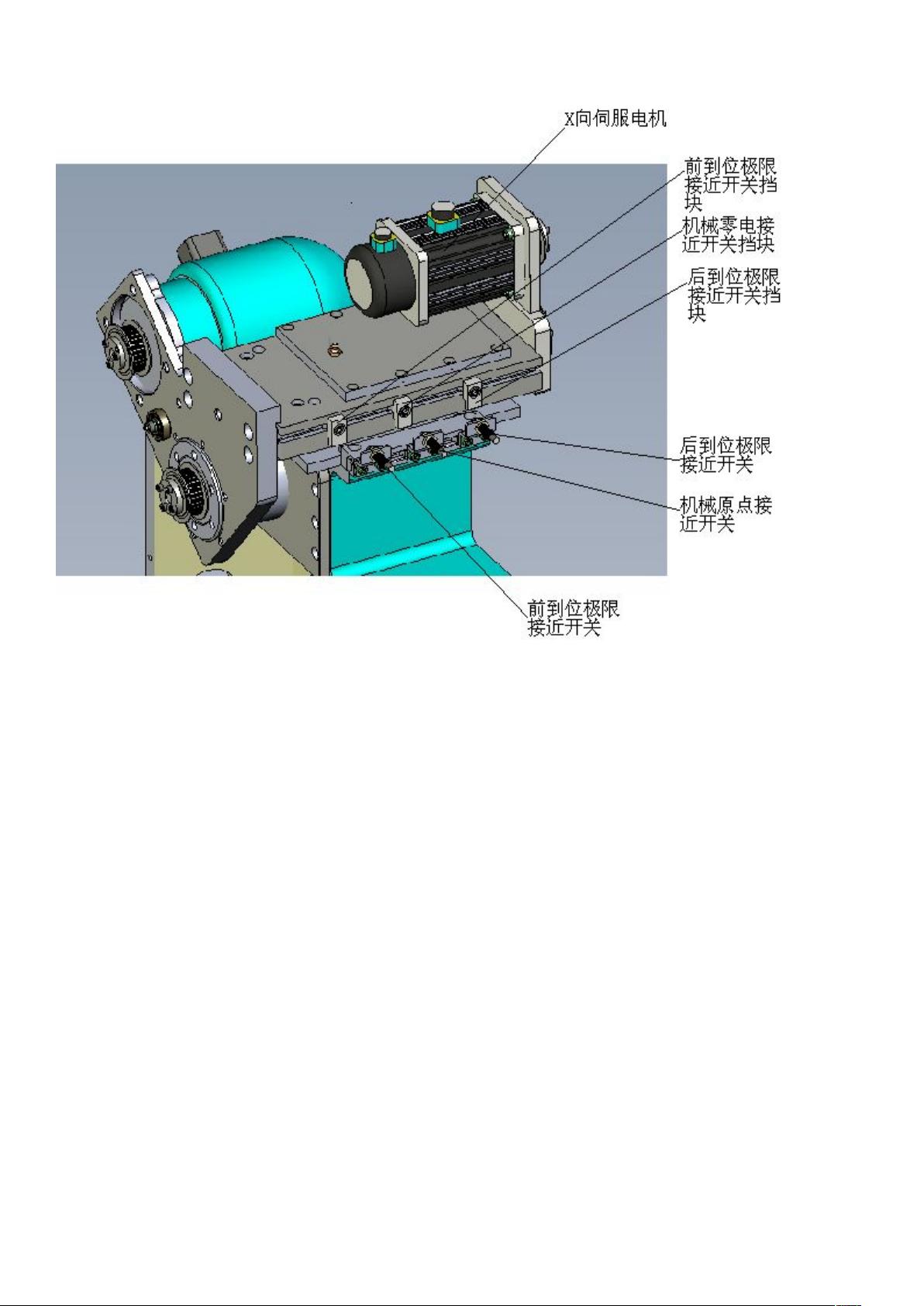
图 3 修磨轮 X 向驱动及行程控制限位开关安装示意图
二、工件轴机构:
工件轴由分度机构、液压马达、分度定位油缸组成。分度由分度油缸的启闭动作,
驱动液压马达的分度旋转。其位置反馈由电感式接近开关检测传递信号。信号确认后,
CNC 给出分度指令。
剩余11页未读,继续阅读
2011-12-21 上传
2021-09-15 上传
2024-01-28 上传
2024-10-16 上传
2024-10-16 上传

Lixinwu8586
- 粉丝: 0
- 资源: 2
 我的内容管理
展开
我的内容管理
展开







最新资源
- WPF渲染层字符绘制原理探究及源代码解析
- 海康精简版监控软件:iVMS4200Lite版发布
- 自动化脚本在lspci-TV的应用介绍
- Chrome 81版本稳定版及匹配的chromedriver下载
- 深入解析Python推荐引擎与自然语言处理
- MATLAB数学建模算法程序包及案例数据
- Springboot人力资源管理系统:设计与功能
- STM32F4系列微控制器开发全面参考指南
- Python实现人脸识别的机器学习流程
- 基于STM32F103C8T6的HLW8032电量采集与解析方案
- Node.js高效MySQL驱动程序:mysqljs/mysql特性和配置
- 基于Python和大数据技术的电影推荐系统设计与实现
- 为ripro主题添加Live2D看板娘的后端资源教程
- 2022版PowerToys Everything插件升级,稳定运行无报错
- Map简易斗地主游戏实现方法介绍
- SJTU ICS Lab6 实验报告解析
