FANUC数控铣床仿真加工与GSK980T软件应用
"这篇文档是关于使用广州数控GSK980T软件进行FANUC数控铣床仿真的快速入门教程。文档通过一个具体的内外轮廓加工案例,详细讲解了如何运用刀具半径补偿指令进行编程,并提供了详细的加工程序代码。"
在数控铣床上进行零件加工,刀具半径补偿是一项重要的技术,它允许程序员在不改变实际加工路径的情况下,通过调整刀具半径补偿值来修正刀具磨损或更换不同直径刀具的影响。在这个例子中,加工的零件是一个内外轮廓,使用的刀具直径为8mm。
在对外轮廓进行加工时,通常选择从圆弧的切线方向切入和切出,以避免刀具直接碰撞工件造成损坏。在这个例子中,采用左侧刀具半径补偿,因为切出时刀具在工件左侧,这样可以确保切削刃始终在工件轮廓的外侧。当加工内轮廓时,情况相反,切入段在刀具右侧,因此使用右侧刀具半径补偿。
加工程序由多个步骤组成,包括设置坐标系、快速移动、主轴旋转、进给动作以及刀具半径补偿的启用和取消。程序开始时,首先设置绝对坐标输入(G90)和工件坐标系(G92),然后将刀具移动到安全位置并启动主轴(M03)。接着,刀具通过快速进给(G00)到达起点,然后开始进给运动(G01),并启用刀具半径补偿(G41)。在执行圆弧插补(G02)后,沿着切线方向取消左侧补偿(G40),并继续进行其他直线和圆弧插补操作,同时使用右侧刀具半径补偿(G42)。最后,取消所有补偿,主轴停止,程序结束。
在仿真过程中,使用的是“数控加工仿真系统”,这是一个软件工具,允许用户在计算机上模拟实际的数控铣床加工过程,以便在实际操作前检查和验证程序的正确性。这个系统采用G92定位坐标系,刀位需要设置在工件中心上方100mm,这是为了模拟实际加工中的初始位置。
通过这样的仿真练习,学习者可以深入理解FANUC数控系统的编程逻辑和刀具半径补偿的运用,同时提高编程技能和安全性,避免在实际操作中出现错误。对于机电专业的人来说,熟悉这些技能对于提升工作效率和质量至关重要。
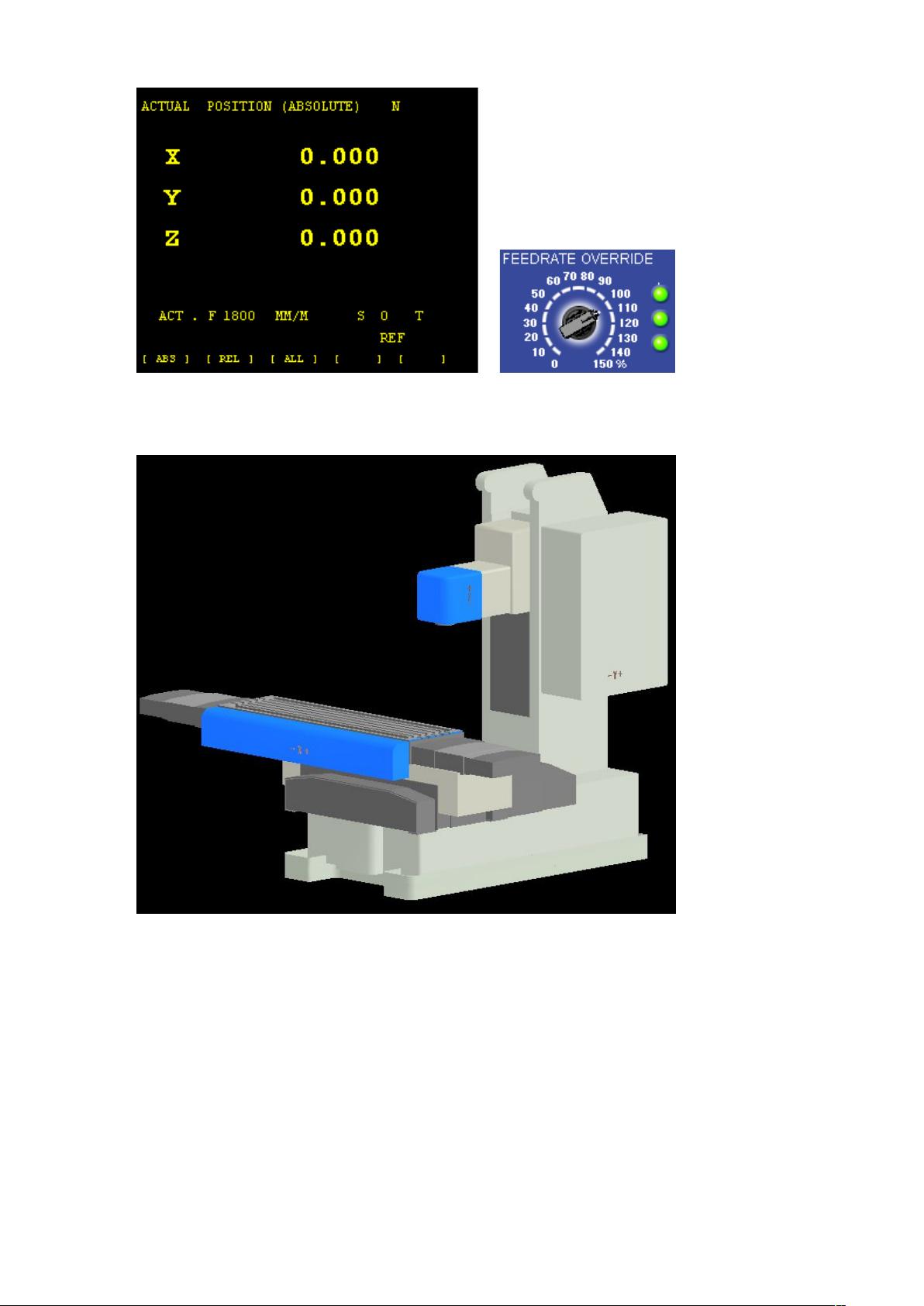
图 1-2-2 CRT 界面及操作面板上的指示灯
图 1-2-3 铣床位置
1.3 安装零件
“点击菜单 零件/定义毛坯…”,在定义毛坯对话框(如图 1-3-1)
中将零件尺寸改为高 14、长和宽 240,并按确定按钮。
剩余20页未读,继续阅读
点击了解资源详情
点击了解资源详情
点击了解资源详情
2023-09-24 上传
2021-10-11 上传
2021-10-14 上传
2021-04-30 上传
2022-10-12 上传
2023-07-03 上传

仔仔猪
- 粉丝: 1
- 资源: 2
 我的内容管理
展开
我的内容管理
展开







最新资源
- WordPress作为新闻管理面板的实现指南
- NPC_Generator:使用Ruby打造的游戏角色生成器
- MATLAB实现变邻域搜索算法源码解析
- 探索C++并行编程:使用INTEL TBB的项目实践
- 玫枫跟打器:网页版五笔打字工具,提升macOS打字效率
- 萨尔塔·阿萨尔·希塔斯:SATINDER项目解析
- 掌握变邻域搜索算法:MATLAB代码实践
- saaraansh: 简化法律文档,打破语言障碍的智能应用
- 探索牛角交友盲盒系统:PHP开源交友平台的新选择
- 探索Nullfactory-SSRSExtensions: 强化SQL Server报告服务
- Lotide:一套JavaScript实用工具库的深度解析
- 利用Aurelia 2脚手架搭建新项目的快速指南
- 变邻域搜索算法Matlab实现教程
- 实战指南:构建高效ES+Redis+MySQL架构解决方案
- GitHub Pages入门模板快速启动指南
- NeonClock遗产版:包名更迭与应用更新
