3D打印故障排除指南:从挤出问题到首层粘接
85 浏览量
更新于2024-09-01
收藏 265KB PDF 举报
"FDM 3D打印机常见故障及排除办法"
在FDM 3D打印过程中,遇到的一些常见故障往往会影响到打印质量和效率。本篇内容将深入探讨这些问题,并提供相应的解决策略。
首先,我们来讨论“在打印开始时没有挤出耗材”的问题。这可能是由于以下几个原因造成的:
1. 喷嘴内无耗材:当打印机在高温状态下悬停,喷嘴内的熔融耗材可能会流干,形成空腔,导致在开始打印时无法立即挤出耗材。为了解决这个问题,可以在正式打印前添加裙边(skirt)作为预热步骤,通过在模型外围挤出几圈材料来确保喷嘴内充满融化的耗材。
2. 喷嘴与平台距离过近:如果喷嘴离打印平台过近,可能会阻碍耗材的正常挤出,尤其是在打印的初始阶段。这时需要调整喷嘴与平台的间距,或者在切片软件中设置更高的第一层层高,有时增加Z轴偏移也能解决问题。
3. 耗材被挤丝轮咬断:如果耗材在进入喷嘴前就被挤丝轮咬掉一块,可能会导致挤出不畅。此时应退出耗材,切除损坏的部分,再重新送入。
4. 喷头堵塞:如果上述方法无效,可能是喷头内部堵塞。处理这种情况可能需要拆解挤出机进行清洁,但要注意先咨询厂家以避免失去保修。可以使用合适的工具,如钻头、针灸针或吉他弦来疏通喷头。
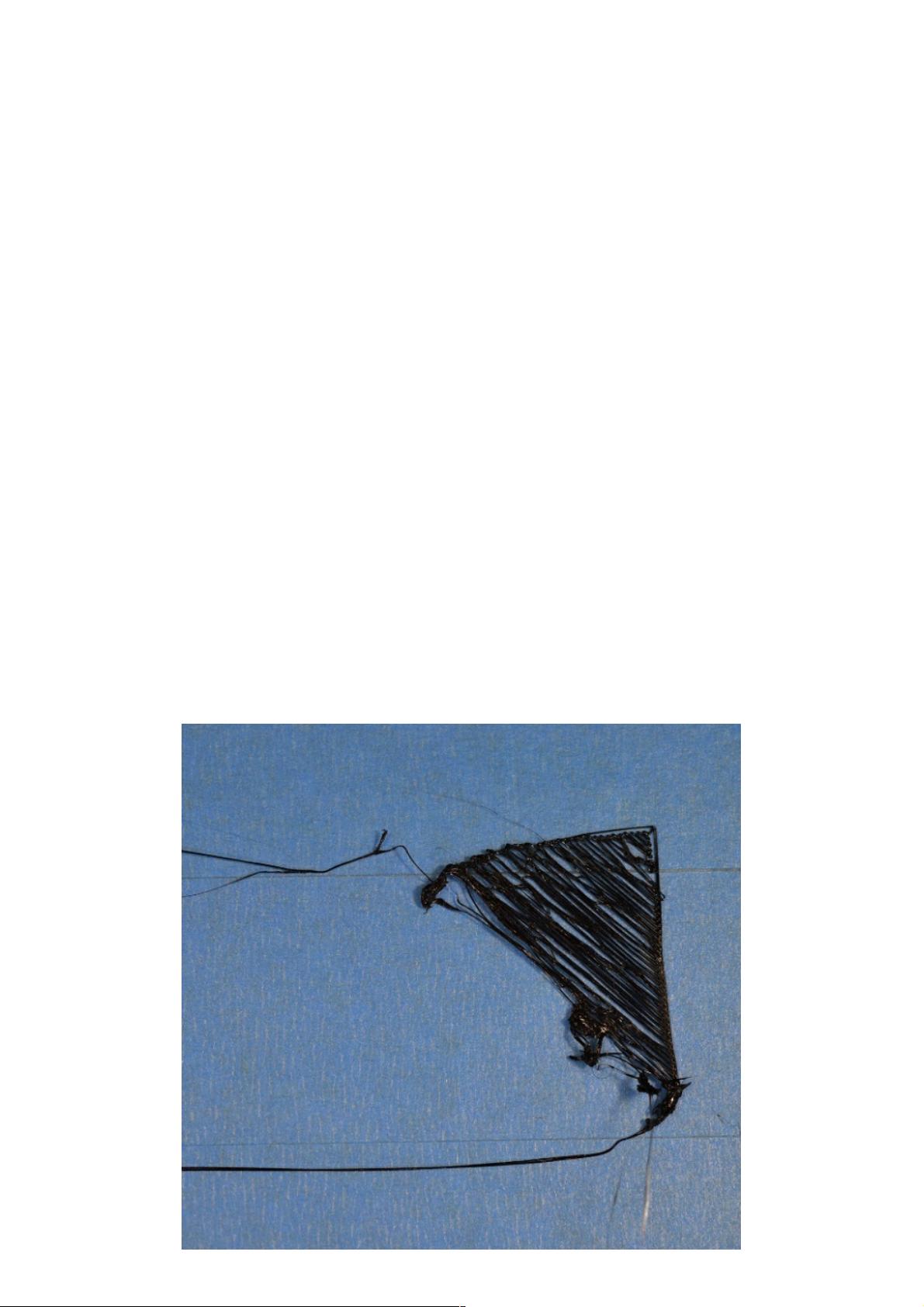
另一个重要问题是“首层脱离平台”,这对打印件的稳定性和结构完整性至关重要。可能导致此问题的原因包括:
1. 平台不平:这是最常见的原因,不平整的打印平台使得模型的第一层无法充分粘附。可以通过手动或自动调平系统来校准平台,确保其与喷嘴的接触均匀。
2. 打印温度不合适:耗材的熔融温度过高或过低都可能影响粘附。检查并调整适当的打印温度,确保耗材能在接触平台时软化并粘合。
3. 粘附材料不足或失效:使用打印床粘附剂如蓝胶、美纹纸或加热床,如果粘附效果不佳,可能需要更换或重新涂抹粘附材料。
4. 打印速度过快:过快的打印速度可能使耗材来不及充分粘附在平台上。适当降低第一层的打印速度有助于改善粘附性。
解决这些问题需要结合实际情况灵活调整,理解每个参数对打印效果的影响。熟悉切片软件的设置,如层高、打印速度、填充密度和冷却速率等,都将有助于优化打印过程。同时,定期维护和清洁设备也是预防故障的重要步骤。通过对FDM 3D打印机的深入理解和实践,用户能够有效地提高打印质量和成功率。
FDM 3D打印机常见故障及排除办法打印机常见故障及排除办法
如果你正在寻找提高打印件质量的教程,那么下面这些内容刚好适合你。我们收集了一些常见打印质量问题及
解决方法,我们会逐一的进行讲解,教您如何调整切片软件,提高打印质量。那么我们开始吧!在打印开始时
没有挤出耗材问题这个问题对于刚买的用户来说非常常见,但这个问题也非常好解决!以下是可能造成此问题
的几种原因及建议解决方法:1、在打印之前喷嘴内无耗材大多数的挤出机都会在高温悬停时时,喷嘴中的融化
耗材自行流出,这经常会导致喷嘴内的耗材流干,形成空腔。导致挤出机挤出时需要等几秒才出料的情况;打
印刚开始不出料的情况。解决这个问题的是在开始打印前,保证喷嘴内有充足融化的耗材。常用的解决方法是
加裙边skirt,加几
如果你正在寻找提高打印件质量的教程,那么下面这些内容刚好适合你。我们收集了一些常见打印质量问题及解决方法,
我们会逐一的进行讲解,教您如何调整切片软件,提高打印质量。那么我们开始吧!
在打印开始时没有挤出耗材问题在打印开始时没有挤出耗材问题
这个问题对于刚买的用户来说非常常见,但这个问题也非常好解决!以下是可能造成此问题的几种原因及建议解决方法:
1、在打印之前喷嘴内无耗材
大多数的挤出机都会在高温悬停时时,喷嘴中的融化耗材自行流出,这经常会导致喷嘴内的耗材流干,形成空腔。导致挤
出机挤出时需要等几秒才出料的情况;打印刚开始不出料的情况。解决这个问题的是在开始打印前,保证喷嘴内有充足融化的
耗材。常用的解决方法是加裙边skirt,加几圈裙边就会在正式开始打印物件之前,在物件外围画几个圈,使喷嘴内有充足融化
的耗材。
2、在开始打印时喷嘴离平台过近
没有足够的空间让融化的耗材流出,这种情况通常打印会在第3或第4层才会流出耗材。可以尝试调平、调整切片软件层
层高,或加Z轴偏移
3、耗材被挤丝轮咬掉一块,失去抓力
退出耗材,将损坏的耗材剪掉,重新送入耗材。
4、喷头堵塞
如果上述解决方案都没解决你的问题,那么很可能是因为喷头被杂质堵塞了。疏通喷头很可能需要拆解挤出机。在拆解之
前需要咨询一下厂家,防止失去质保。疏通喷头工具:根据喷头的直径选择合适的工具,钻头、针灸针、吉他E弦线
下载后可阅读完整内容,剩余4页未读,立即下载
2021-10-07 上传
2020-10-15 上传
点击了解资源详情
点击了解资源详情
点击了解资源详情
2023-09-12 上传
2023-07-17 上传
2023-06-10 上传
2023-11-24 上传

weixin_38651929
- 粉丝: 4
- 资源: 908
 我的内容管理
展开
我的内容管理
展开







最新资源
- 李兴华Java基础教程:从入门到精通
- U盘与硬盘启动安装教程:从菜鸟到专家
- C++面试宝典:动态内存管理与继承解析
- C++ STL源码深度解析:专家级剖析与关键技术
- C/C++调用DOS命令实战指南
- 神经网络补偿的多传感器航迹融合技术
- GIS中的大地坐标系与椭球体解析
- 海思Hi3515 H.264编解码处理器用户手册
- Oracle基础练习题与解答
- 谷歌地球3D建筑筛选新流程详解
- CFO与CIO携手:数据管理与企业增值的战略
- Eclipse IDE基础教程:从入门到精通
- Shell脚本专家宝典:全面学习与资源指南
- Tomcat安装指南:附带JDK配置步骤
- NA3003A电子水准仪数据格式解析与转换研究
- 自动化专业英语词汇精华:必备术语集锦
