车削加工振动与刀具磨损关系:数值模拟与实验研究
PDF格式 | 2.24MB |
更新于2024-06-18
| 82 浏览量 | 举报
"车削加工中振幅与刀具磨损的相关性:数值与实验分析"
车削加工是一项重要的金属切削工艺,广泛应用于制造业。在车削过程中,振动和刀具磨损是两个关键因素,直接影响加工质量和刀具寿命。这篇由Balla Srinivasa Prasad和M. Prakash Babu发表在《工程科学与技术》的文章深入探讨了这两个因素之间的关系,特别是当使用DNMA432硬质合金无涂层刀片对AISI4140钢材进行干式车削时。
作者采用了试验与有限元模拟相结合的方法来研究这一问题。他们首先通过三维有限元模型预测了振动位移幅值、切削力以及刀具磨损随时间的变化。这个模型能够揭示振动如何在车削过程中影响刀具的性能,尤其是在引起刀具加速磨损甚至断裂方面的作用。
文章中提到,进给方向的切削力是一个重要因素,其数值预测与实验观测的趋势进行了对比。通过激光多普勒测振仪测量振动幅度,同时使用Kistler9272测力计记录切削力,以获取精确的数据。此外,研究还考虑了工件硬度、主轴转速、进给速度和切削深度等工艺参数对振动振幅和后刀面磨损的影响。
使用二阶多项式方程和ANOVA(方差分析),研究人员开发了一个经验模型来描述后刀面磨损和位移幅值的相互作用。实验数据与响应面法结合,揭示了这些变量的变化规律。在评估位移幅值时,实验结果与数值模拟的吻合程度相当高,R²值分别达到了98.6和97.8。
对于刀具磨损的预测,数值模拟和实验测量的R²值分别是97.69和96.08,表明两者之间有很强的相关性。通过方差分析,进一步确认了实验值与数值模拟在评估刀具磨损时的一致性。
这项研究强调了振动在车削过程中的重要性,振动不仅影响加工精度,还会加剧刀具磨损,缩短刀具寿命。通过理解和模拟这种关系,工程师可以优化工艺参数,减少振动,从而提高加工效率和产品质量。同时,该研究也为未来开发更准确的刀具磨损预测模型提供了基础,有助于实现更智能的制造过程控制。
B.S. Prasad
,
M. P. Babu/
工程科学与技术,国际期刊
20
(
2017
)
197
199
-
提出并讨论了金属切削温度和数值切削温度与刀具磨损深度的关系
刀具寿命的研究者们建立了刀具寿命预测模型来优化工艺参数
.RSM
技术用于分析工艺参数对刀具磨损的影响,
[32Ding
和
He[39]
基于时
域和频域中振动信号的检查和分析开发了刀具磨损监测
从上述文献中可以看出,大多数研究人员都集中在确定加工过程中
的表面粗糙度和振动特性。本文采用实验测试方法建立了能确定振动和
表面粗糙度特性的数值模型。在文献中发现了有限数量的信息,用于将
端面车削中的振动幅度和刀具磨损进展相关联。需要进一步研究加工过
程中位移幅值与后刀面磨损之间的相关性。先进的过程仿真技术是必要
的,以考虑刀具磨损和切削条件对位移振幅的影响,特别是在振动诱导
加工过程中。本文利用先进的有限元模拟技术研究物理切削过程,预测
加工过程中进给方向的位移、温度和载荷的变化。
本研究的目的是应用响应面和方差分析技术的实验,有限元模拟数
据。本文采用响应面法分析了变量对位移幅值和刀具磨损量的影响。实
验计划采用实验设计(DOE)技术。变量为转速(N)、进给量(f)、
工件硬度(H)和切削深度,采用方差分析法分析了后刀面磨损(VB)
和振动位移(Disp)对后刀面磨损的影响。利用响应面法确定了不同工
件硬度下的临界参数(速度、进给量、切削深度)对振动幅值和刀具磨
损
2.
实验
在PSG-124车床上进行了恒切削条件下的试验.该机器具有自动饲料
和可变主轴转速的能力。带有多通道分析仪的Kistler ® 9272测力计用
于采集以下数据: 切割力。PolyTec 100V激光多普勒振动计, 数据
采集方案保持在距加工区恒定距离处,以测量切削过程中的偏移。在加
工过程中,激光沿着旋转的工件集中。斜角切削参数:前角(°):5,
后角(°):5,后刀面长度(mm):0.75,前刀面长度(mm):1。
机器:PSG车床,印度.车床的规格如下:直床单V有 长度为2.1米,在
床上的摆幅为21厘米。托架上的摆动为14厘米,中心之间的距离为96厘
米。发动机功率为10马力,并且其以63-1250 rpm的可变主轴速度范围
运行。本机刀架为方头型,带四爪卡盘。车削操作在各种切削条件下进
行,以产生具有与位移值相关的变化的后刀面磨损值的加工表面。本研
究采用的工具拒绝标准如下。根据ISO 10816振动强度标准,旋转物体
中高达20微米的振动位移对刀具后刀面磨损没有任何影响。刀具后刀面
磨损被发现的影响,由测量的位移范围20
微米
如果
测量的
位移
值
超过
60
l
m
,
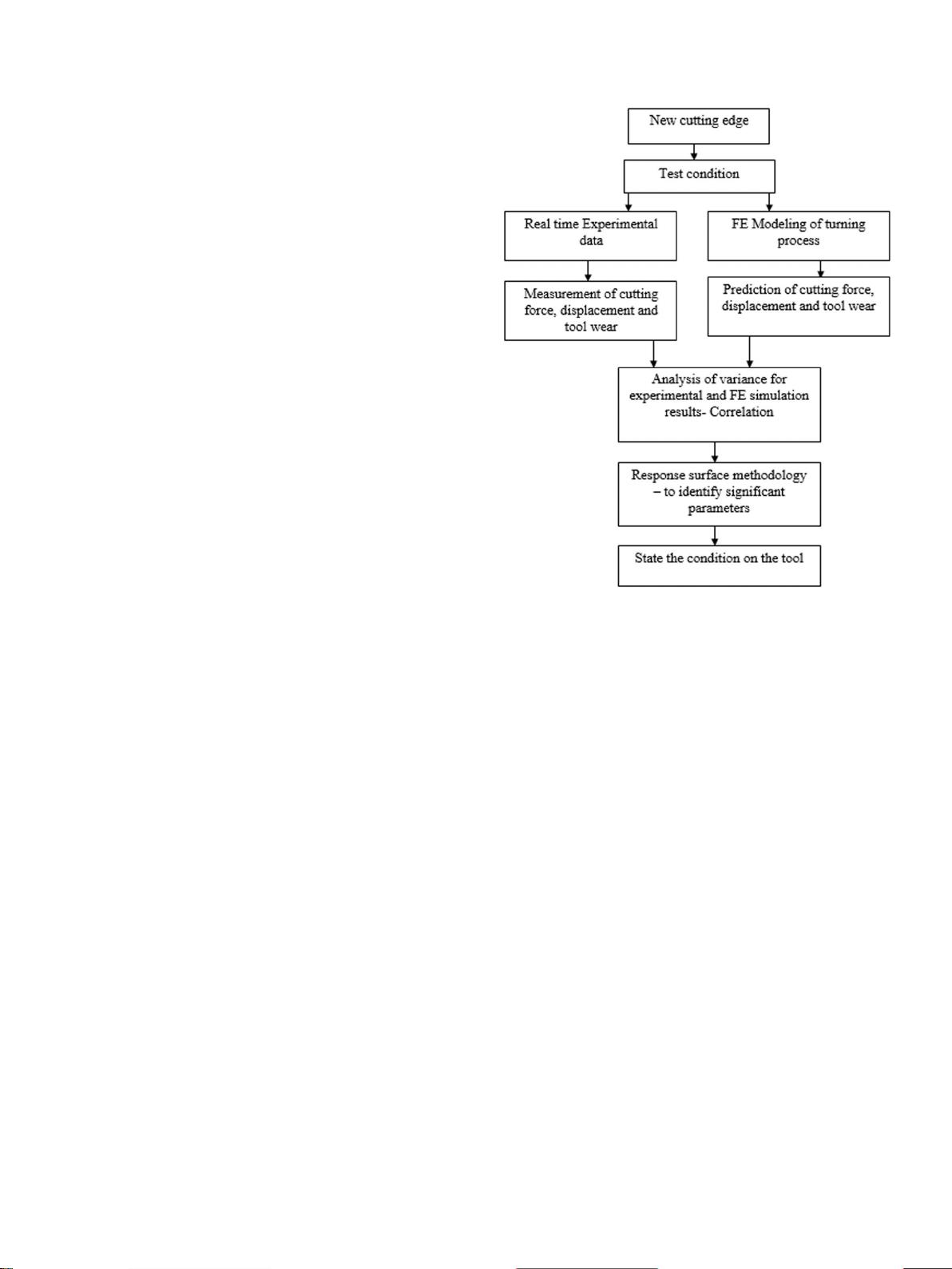
Fig. 1. 本研究报告提出的方法。
根据ISO 10816,不可接受。据观察,在实验研究的所有条件下,发现
位移值约为60微米,侧面磨损VB60: 3mm:图1显示了当前研究的建
议方法,图2显示了实验的
setup.
如示于图
2
、振动测量设备之间的距离保持在距实验测试台
2 m
处。来自激光多普勒振动计的激光被允许聚焦在旋转物体上。在加工
过程中,模的转换和工件表面的反射会产生干涉图样该信号被放大并
馈送到
FFT
分析仪,该分析仪连接到计算机进行分析。对实验数据进
行了振动信号分析将时域波形图转换到频域作为频谱图,以获得指定
频率范围内的输出在目前的工作中开发的测试设置用于声光脉冲产
生,同时采用不同的切削工具和工件材料组合在各种测试条件下。在
端面车削中,由于加工过程中刀具施加在工件上的力而它使工件以固
有频率振动,在该频率下,最小的激励产生巨大的振动感随着振动幅
值的增大,刀具与工件之间的使用带放大器的激光多普勒振动计
(
PDV-100
)(
VIB-E-220 DAQ
)测量进给方向上的振动振幅。波
长由振动测量输出形成,并以振幅、速度和位移的形式提供
振动可以自然地发生在工程系统中,
可以代表其自由和自然的动态行为。当强迫激励的频率与自然运动的频
率一致时,系统的响应会更剧烈
剩余14页未读,继续阅读
相关推荐

375 浏览量

cpongm
- 粉丝: 6
 我的内容管理
展开
我的内容管理
展开







最新资源
- 全面详实的大学生电工实习报告汇总
- 利用极光推送实现App间的消息传递
- 基于JavaScript的节点天气网站开发教程
- 三星贴片机1+1SMT制程方案详细介绍
- PCA与SVM结合的机器学习分类方法
- 钱能版C++课后习题完整答案解析
- 拼音检索ListView:实现快速拼音排序功能
- 手机mp3音量提升神器:mp3Trim使用指南
- 《自动控制原理第二版》习题答案解析
- 广西移动数据库脚本文件详解
- 谭浩强C语言与C++教材PDF版下载
- 汽车电器及电子技术实验操作手册下载
- 2008通信定额概预算教程:快速入门指南
- 流行的表情打分评论特效:实现QQ风格互动
- 使用Winform实现GDI+图像处理与鼠标交互
- Python环境配置教程:安装Tkinter和TTk
