FANUC PMC编程详解:数控机床的顺序控制
需积分: 12 40 浏览量
更新于2024-07-23
收藏 6.1MB PPT 举报
“fanucPMC编程讲义 - FANUC PMC编程基础”
在FANUC PMC编程中,PMC(Programmable Machine Controller)是数控机床(NC)控制系统的重要组成部分,主要负责机床的顺序控制,确保各个功能组件按照预定的逻辑顺序协同工作。PMC编程涉及到对机床各个动作的精确控制,如主轴起停、换刀、工件夹紧松开以及各种辅助系统的运行。
数控机床的控制可以分为两类:数字控制和顺序控制。数字控制负责坐标轴的精确运动,例如车床的X轴和Z轴、铣床的X、Y、Z轴的定位、插补和补偿等;而顺序控制则根据开关量信号,如行程开关、传感器、按钮和继电器的状态,执行如主轴控制、刀具交换等非连续性任务。
在数控系统中,通常分为“NC侧”和“MT侧”。NC侧包含CNC硬件和软件,以及与之相连的外部设备;MT侧涵盖了机床的机械部分、液压、气压、冷却、润滑等辅助设施,以及操作面板和继电器线路。PMC作为桥梁,处理NC和MT之间的输入输出信号。
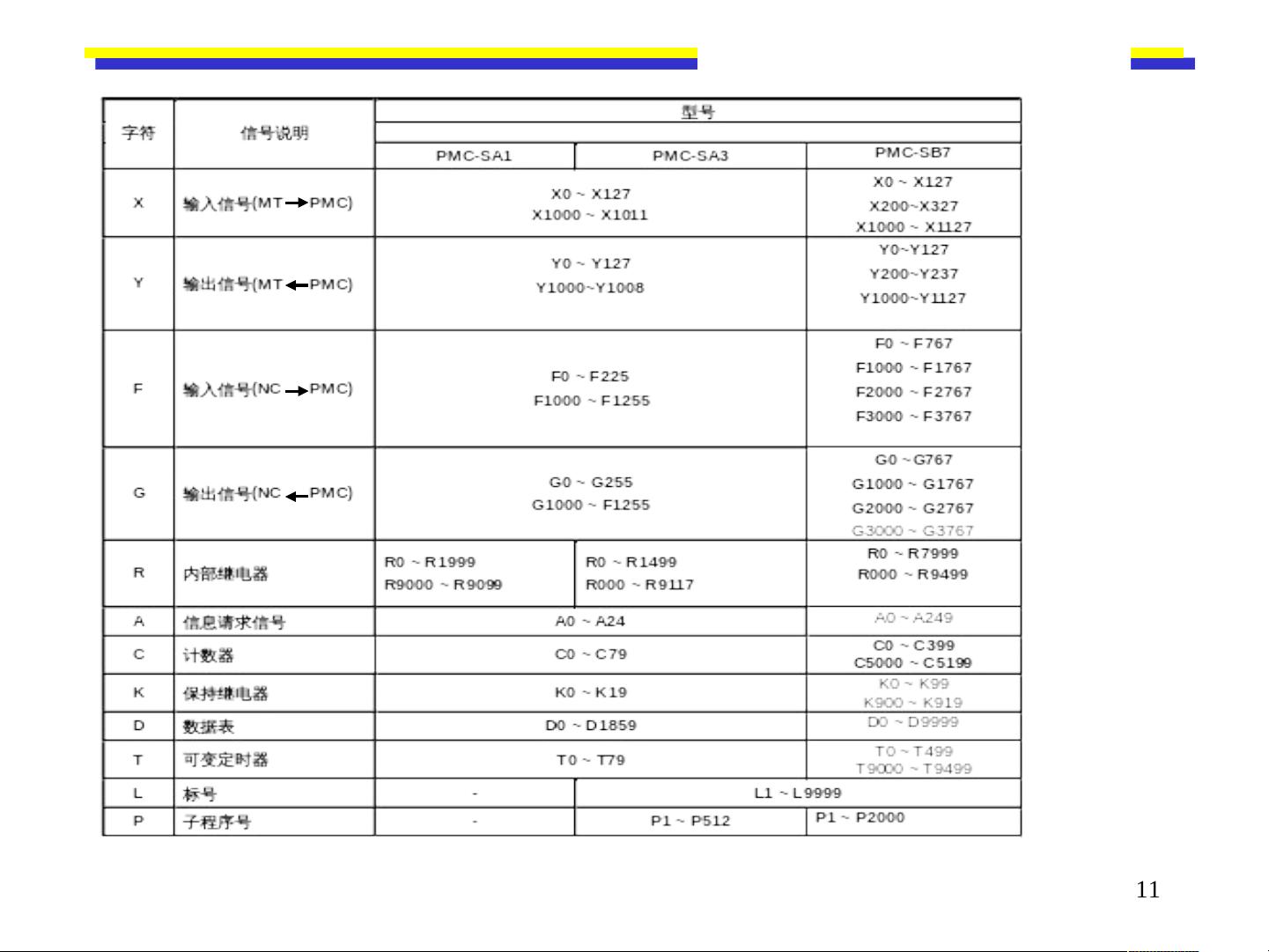
PMC使用了一系列逻辑元件来实现控制逻辑,如继电器(R)、计数器(C)、定时器(T)、保持型继电器、数据表(D)和变量表。这些元件在PMC程序中扮演着关键角色,通过编程实现各种复杂的控制逻辑。
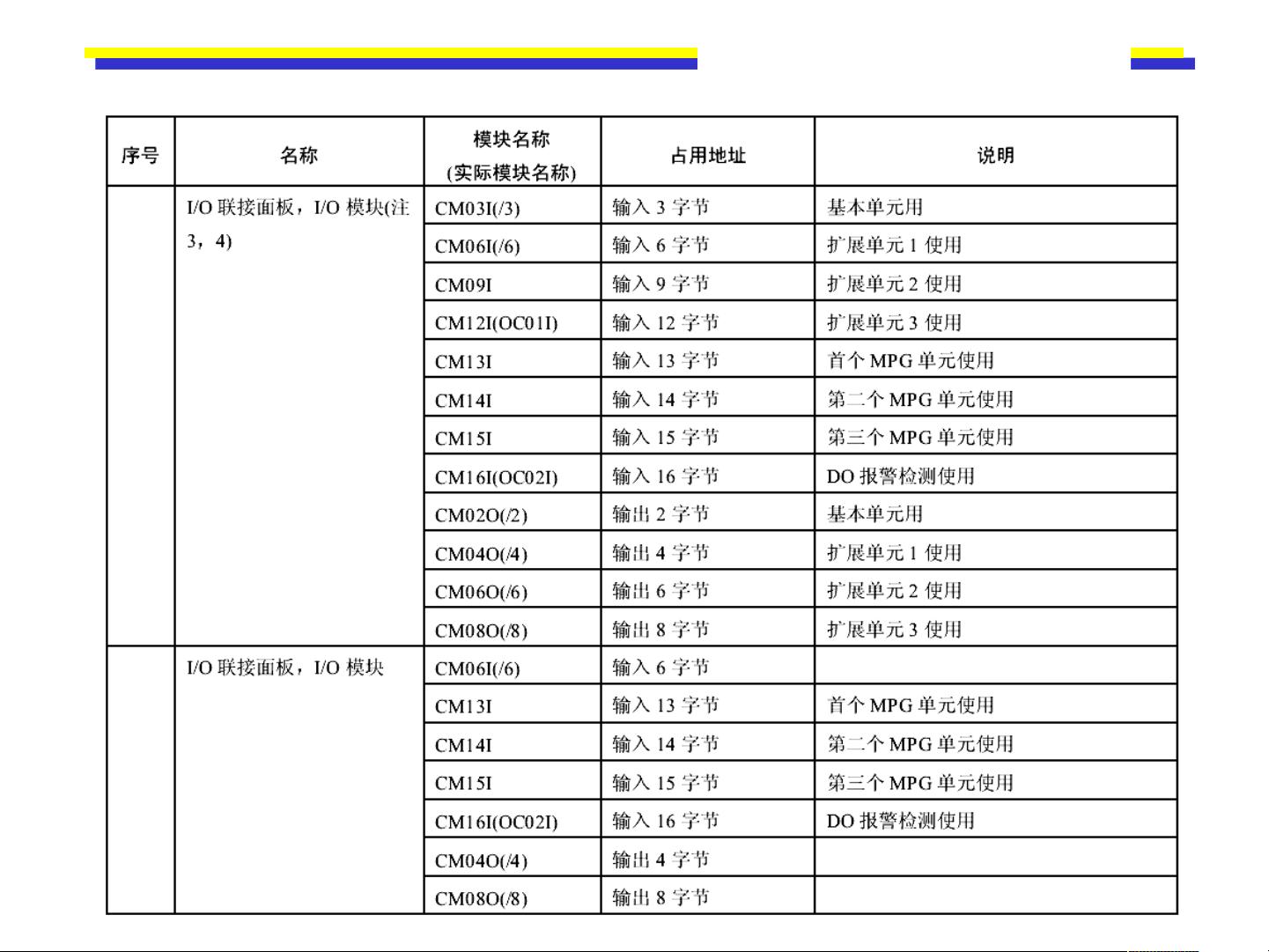
举例来说,FS04A、FS08A、OC02I和OC02O等模块是PMC输入输出模块,分别提供了不同数量的输入和输出字节,用于连接和处理来自机床及环境的信号。PMC程序员需要了解这些模块的占用地址,以便正确地编写和调试程序,确保信号的正确传输和处理。
PMC编程的学习需要深入理解这些基本概念,包括地址分配、信号流程和控制逻辑。通过对PMC程序的精心设计,可以实现高效、精准的机床控制,从而提高生产效率和加工精度。在实际应用中,还需要考虑机床的具体结构和辅助装置,因为不同的机床可能有不同的受控对象,需要针对性地编写和优化PMC程序。
2022-11-17 上传
2020-03-15 上传
2024-02-07 上传
2024-02-08 上传
2021-10-07 上传
2021-10-07 上传
2021-10-07 上传

yang123895
- 粉丝: 0
- 资源: 1
 我的内容管理
展开
我的内容管理
展开







最新资源
- 黑板风格计算机毕业答辩PPT模板下载
- CodeSandbox实现ListView快速创建指南
- Node.js脚本实现WXR文件到Postgres数据库帖子导入
- 清新简约创意三角毕业论文答辩PPT模板
- DISCORD-JS-CRUD:提升 Discord 机器人开发体验
- Node.js v4.3.2版本Linux ARM64平台运行时环境发布
- SQLight:C++11编写的轻量级MySQL客户端
- 计算机专业毕业论文答辩PPT模板
- Wireshark网络抓包工具的使用与数据包解析
- Wild Match Map: JavaScript中实现通配符映射与事件绑定
- 毕业答辩利器:蝶恋花毕业设计PPT模板
- Node.js深度解析:高性能Web服务器与实时应用构建
- 掌握深度图技术:游戏开发中的绚丽应用案例
- Dart语言的HTTP扩展包功能详解
- MoonMaker: 投资组合加固神器,助力$GME投资者登月
- 计算机毕业设计答辩PPT模板下载
