UG多轴后处理配置详解:Fanuc控制器
"UG后处理制作全过程及重要参数.pdf"
UG后处理是UG(Unigraphics NX)软件中的一项关键功能,用于将经过编程的刀具路径转换为特定机床能够识别的G代码或M代码。本教程详细介绍了UG后处理的制作步骤以及其中的重要参数设置,特别针对五轴加工进行了讲解。
首先,启动UG后处理构造器,这是创建和编辑后处理器的基础。用户需要按照指南进行一系列操作,包括选择合适的控制器类型,例如在这里选择了Fanuc_6M控制器,这对应于Fanuc系统的一种常见控制配置。
接着,保存并命名新的后处理文件,比如命名为"3zhou_fanuc",以便后续使用和识别。在这个过程中,会涉及到对G代码的修改,比如移除G40和G41单独占用一行的情况,以及确保G41之后跟随D01等,这些都是为了优化代码的结构和可读性。
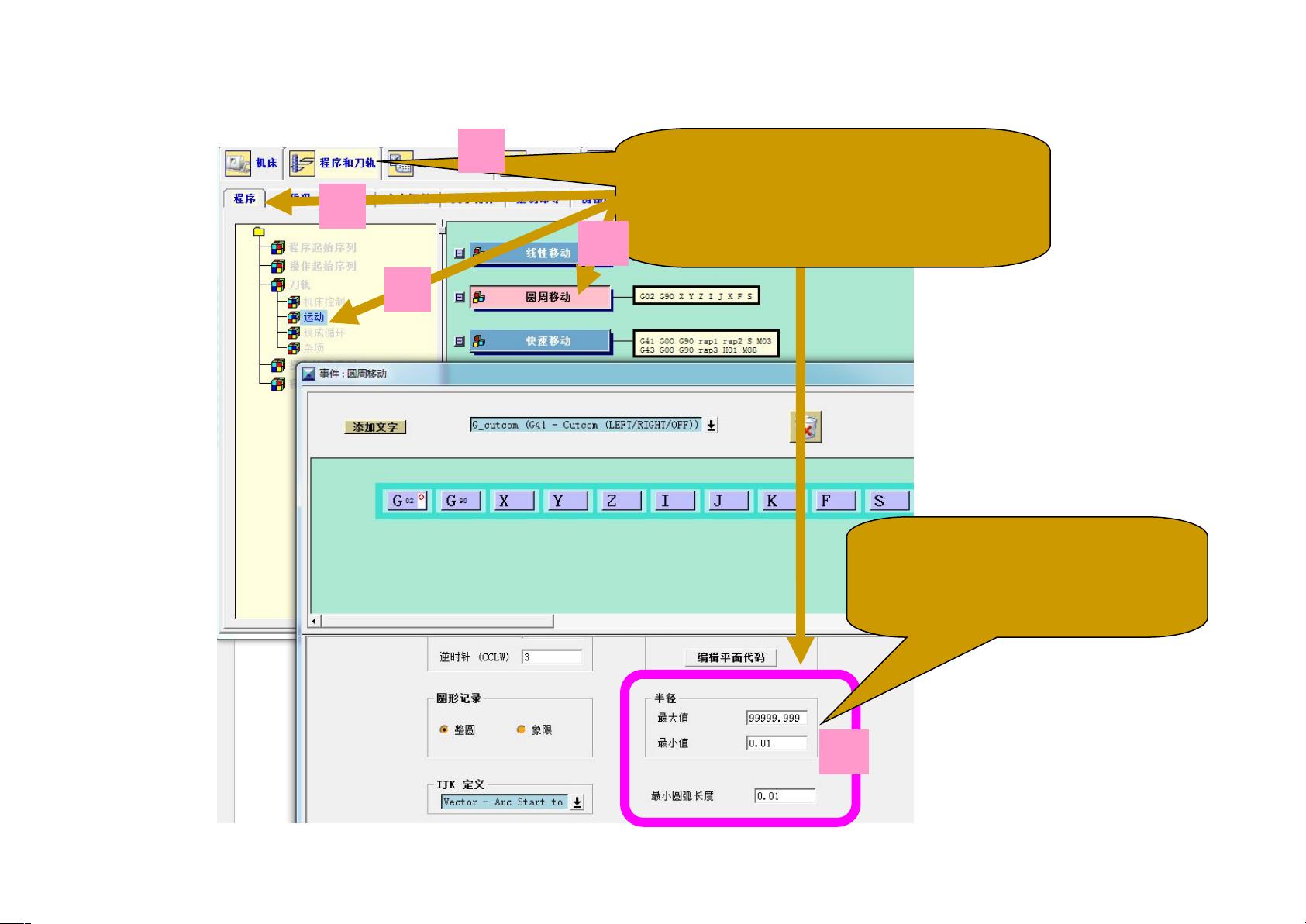
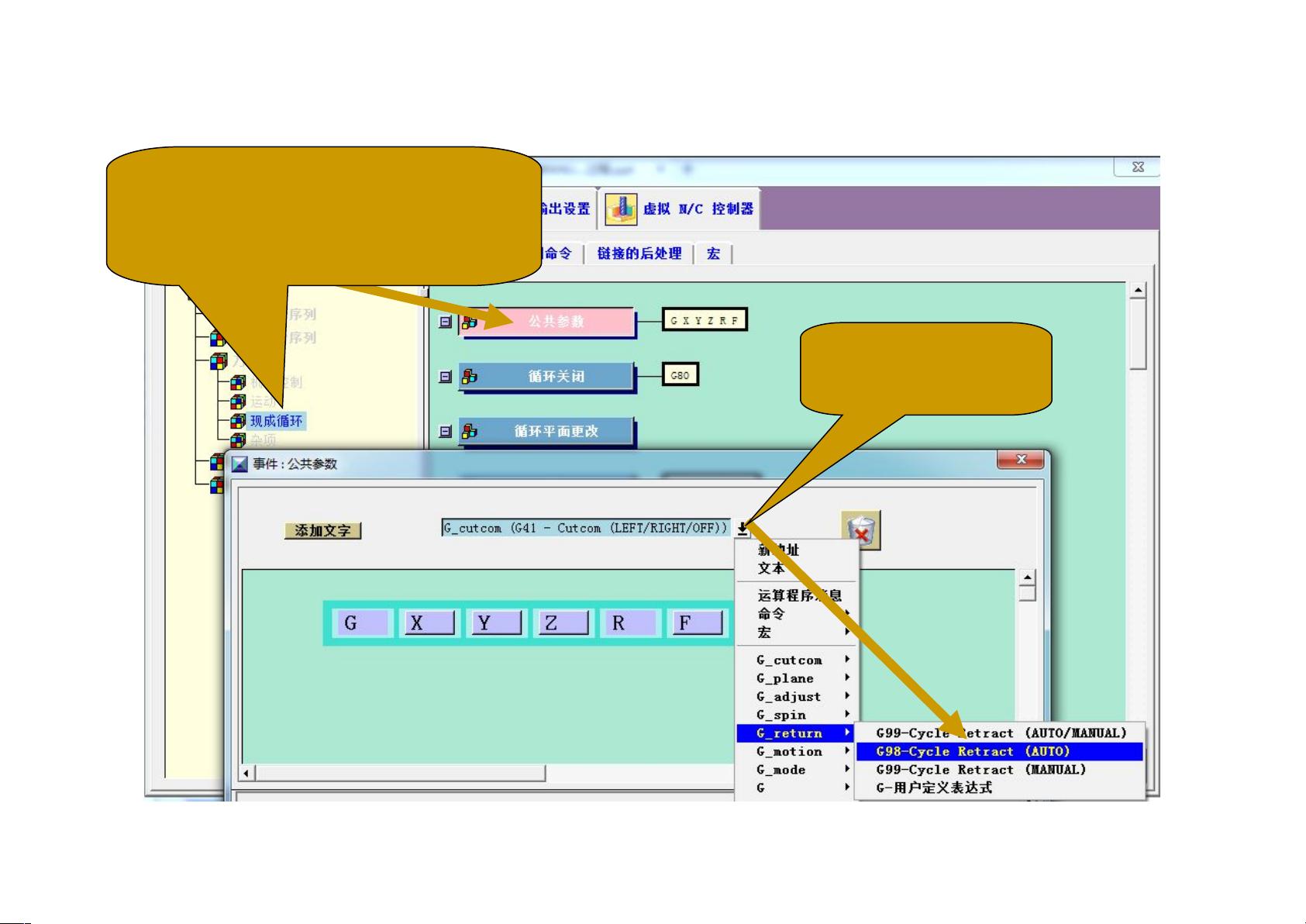
在参数设置方面,线性运动分辨率(坐标数据精度)被设定为0.001,这是为了保证运动精度,但过高可能导致问题。同时,最小圆弧长度被设定为0.01,以避免过小的圆弧导致的计算或执行问题。对于钻孔循环,选择G98模式进行退刀,并且优化G84格式,允许定制G95M29指令,确保攻丝前后的G94状态正确。
在G84格式的优化中,设置了螺距F的报警范围,当F值超出预设范围时,系统会弹出报警窗口,提高编程的准确性。此外,添加Q代码来控制某些特定功能,并调整代码的输出顺序,以适应机床的实际工作流程。
最后,注意到一些细节处理,比如去除切削进给F后面的点,将F200.更改为F200,使得代码更加符合标准格式。通过这些细致的设置,可以确保生成的G代码既高效又适应具体机床的控制系统,从而实现高质量的数控加工。
在实际操作中,用户可以通过右键编辑代码,查看和理解变量名称,这对于理解和调试后处理文件至关重要。通过这样的实践,用户不仅可以掌握UG后处理的基本操作,还能深入理解后处理参数对最终G代码生成的影响,进而提升编程效率和加工精度。

点击了解资源详情
点击了解资源详情
点击了解资源详情
2021-08-03 上传
2019-12-31 上传
2021-10-12 上传
2021-10-12 上传
2022-02-12 上传
2023-06-01 上传

杨东松
- 粉丝: 4
- 资源: 4
 我的内容管理
展开
我的内容管理
展开







最新资源
- Java毕业设计项目:校园二手交易网站开发指南
- Blaseball Plus插件开发与构建教程
- Deno Express:模仿Node.js Express的Deno Web服务器解决方案
- coc-snippets: 强化coc.nvim代码片段体验
- Java面向对象编程语言特性解析与学生信息管理系统开发
- 掌握Java实现硬盘链接技术:LinkDisks深度解析
- 基于Springboot和Vue的Java网盘系统开发
- jMonkeyEngine3 SDK:Netbeans集成的3D应用开发利器
- Python家庭作业指南与实践技巧
- Java企业级Web项目实践指南
- Eureka注册中心与Go客户端使用指南
- TsinghuaNet客户端:跨平台校园网联网解决方案
- 掌握lazycsv:C++中高效解析CSV文件的单头库
- FSDAF遥感影像时空融合python实现教程
- Envato Markets分析工具扩展:监控销售与评论
- Kotlin实现NumPy绑定:提升数组数据处理性能
