统计过程控制(SPC)案例分析——无线电元件不合格率控制
版权申诉
"该资源是关于统计过程控制(SPC)的一个案例分析,主要讨论了SPC在生产过程稳定性分析、异常检测以及质量控制等方面的应用。文档内容包括控制图的设计原理、种类、判断规则,并结合具体案例分析了如何运用p图来监控无线电元件的不合格率。"
统计过程控制(SPC)是一种质量管理工具,用于分析和控制生产过程的质量特性。它通过绘制控制图,可以帮助企业及时发现生产过程中的异常,从而预防不合格品的产生。在SPC中,重要的一环是对生产过程进行稳定性分析,确保过程处于统计控制状态。
控制图的设计基于几个关键原则:
1. 正态性假设:大多数质量特性数据遵循或接近正态分布,这使得我们可以利用正态分布的统计特性来设定控制限。
2. 3σ准则:在正态分布中,99.73%的数据点位于平均值的三个标准差范围内,这是设定控制限的基础。
3. 小概率事件原理:如果观察到的数据点频繁超出控制限,那么我们根据小概率事件原理推断过程可能发生了变化。
4. 反证法思想:通过排除正常情况,确定异常的存在。
控制图主要有两大类:
1. 计量值控制图,如X-R,X-Rs,X-S,它们用于连续数据,如尺寸、重量等。
2. 计数值控制图,如p图、pn图、u图和c图,适用于计件数据,如缺陷数、不合格品率等。
控制图的判断规则分为分析用和控制用两类:
- 分析用控制图用于初步判断过程是否稳定,通常关注点子是否大部分落在控制限内,以及是否有特定的异常排列模式。
- 控制用控制图则用于持续监控过程,要求每个点子都应位于控制限内,且点子排列无异常。
案例中,为了控制无线电元件的不合格率,采用了p图。p图是计数值控制图的一种,用于跟踪不合格品率。通过收集不同批次的不合格品数,计算每批的不合格品率,然后根据这些数据绘制p图。案例提供了25组数据,计算了每组的不合格品率,并计算了过程平均不合格品率。通过分析p图,可以判断生产过程是否满足质量要求(平均不合格率≤2%)。
在实际应用中,SPC不仅可以帮助企业提高产品质量,还能通过早期发现问题,减少浪费,提高生产效率。通过对控制图的深入理解和有效应用,企业可以实现持续改进,确保产品的质量和一致性。
p
k
n
i
248/17775 140%
i
CL p 140%
四.计算控制线 p 图:
UCL p 3 p(1 p) / n
i
UCL p 3 p(1 p) / n
i
从上式可以看出,当诸样本大小
n
i
不相等时,UCL,LCL 随
n
i
的变化而
变化,其图形为阶梯式的折线而非直线.为了方便,若有关系式:
n
max
2n
n
min
n / 2
同时满足,也即
n
i
相差不大时,可以令
n
i
n
,,使得上下限仍为常数,其图
形仍为直线.
本例中,
n 711
, 诸样本大小
n
i
满足上面条件,故有控制线为:
CL p 140%
p 图:
UCL p 3 p(1 p) / n
i
p 3 p(1 p) / n 2.72%
UCL p 3 p(1 p) / n
i
p 3 p(1 p) / n 0.08%
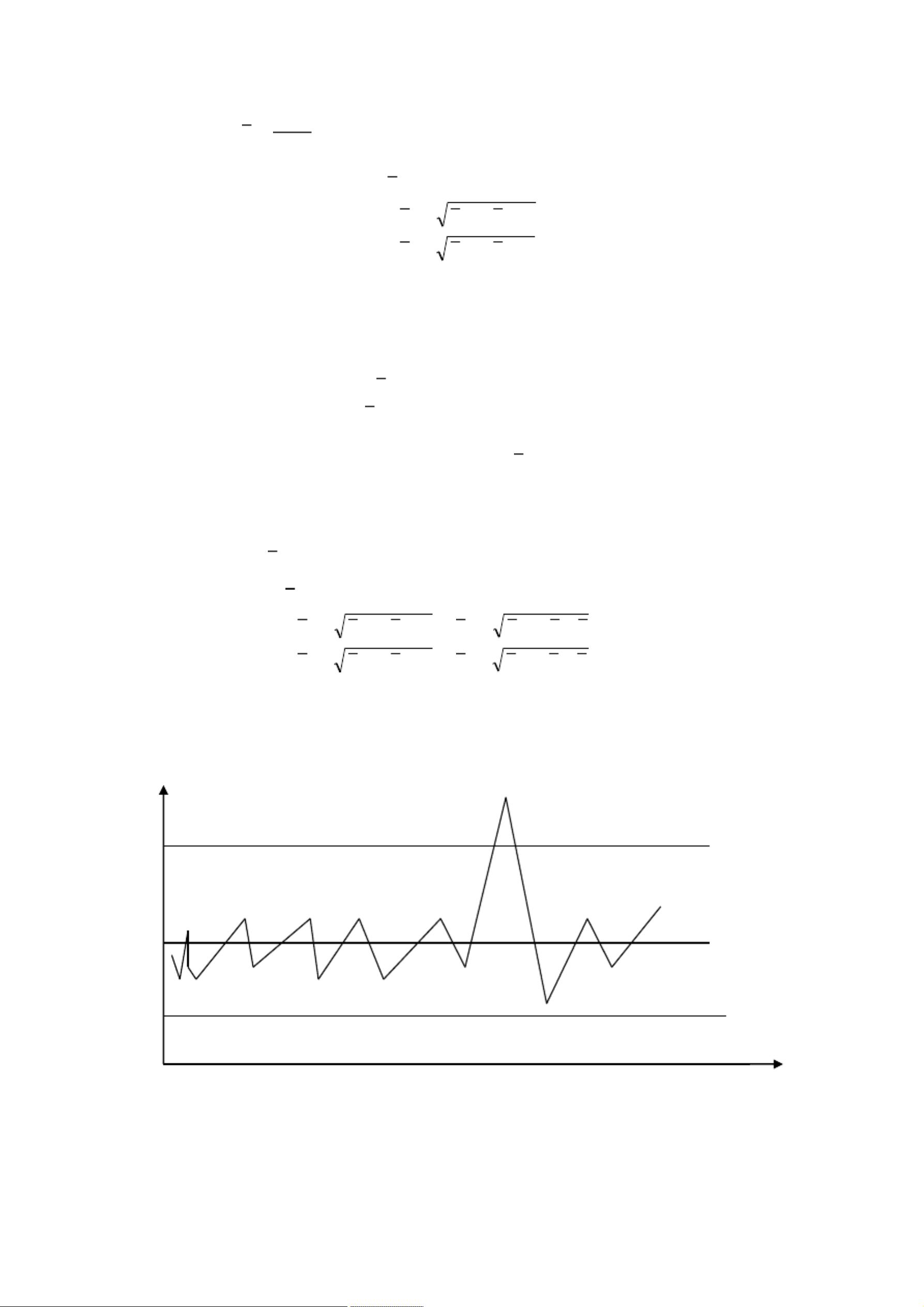
五.制作控制图:
以样本序号为横坐标,样本不合格品率为纵坐标,做 p 图.
UCL
CL
LCL
六.描点:依据每个样本中的不合格品率在图上描点.
七.分析生产过程是否处于统计控制状态
剩余19页未读,继续阅读
150 浏览量
2021-10-13 上传
2021-10-13 上传
119 浏览量
2021-09-30 上传
121 浏览量

hhappy0123456789
- 粉丝: 76
 我的内容管理
展开
我的内容管理
展开







最新资源
- Verilog实现的Xilinx序列检测器设计教程
- 九度智能SEO优化软件新版发布,提升搜索引擎排名
- EssentialPIM Pro v11.0 便携修改版:全面个人信息管理与同步
- C#源代码的恶作剧外表答题器程序教程
- Weblogic集群配置与优化及常见问题解决方案
- Harvard Dataverse数据的Python Flask API教程
- DNS域名批量解析工具v1.31:功能提升与日志更新
- JavaScript前台表单验证技巧与实例解析
- FLAC二次开发实用论文资料汇总
- JavaScript项目开发实践:Front-Projeto-Final-PS-2019.2解析
- 76云保姆:迅雷云点播免费自动升级体验
- Android SQLite数据库增删改查操作详解
- HTML/CSS/JS基础模板:经典篮球学习项目
- 粒子群算法优化GARVER-6直流配网规划
- Windows版jemalloc内存分配器发布
- 实用强大QQ机器人,你值得拥有
