PLC控制的滚柱直径分拣系统设计:提升精度与效率
26 浏览量
更新于2024-06-23
收藏 1.57MB DOC 举报
本篇论文针对工业生产中滚柱直径精度控制的需求,设计了一种基于PLC(Programmable Logic Controller,可编程逻辑控制器)的滚柱直径分拣系统。该系统主要应用于衡量国家综合国力的轴承制造业,随着工业发展对轴承性能和可靠性的高要求,精确测量滚柱直径变得尤为重要。传统的人工测量方法在面对大量产品时容易出现读数误差,因此,采用PLC控制技术来实现自动化检测和分拣显得尤为关键。
系统的核心设计包括滚柱的机械传输和传感器测量。滚柱通过推杆被推送至限位挡块,安装在挡块上的钨钢测头负责实时测量滚柱的直径,其测量结果会转换成电信号。这一信号经过放大电路的处理,以增强信号强度,然后输入到PLC的模拟量处理模块。PLC根据接收到的信号判断滚柱直径是否符合规格,进而控制电磁翻板的动作,将滚柱精确地导向不同的分料箱。
分料箱内部装有油类物质,作为缓冲介质,确保滚柱在分拣过程中的平稳落下,进一步保护滚柱的精度。通过软件仿真,作者验证了这种设计的可行性,它不仅能够有效提高测量精度,还能显著提升分拣效率,从而节省成本并带来良好的经济效益。因此,这个基于PLC的滚柱直径分拣系统具有广泛的应用前景,对于提升轴承产业的现代化水平和产品质量具有重要意义。
论文关键词包括"PLC"、"精密测量"、"滚柱"和"分拣",这些词汇准确地概括了研究的核心技术和目标,展示了作者对当前工业生产环境下自动化技术应用的理解和掌握。这篇毕业设计论文深入探讨了如何利用PLC技术解决实际生产中的问题,具有很高的实用价值和理论价值。

西 南 科 技 大 学 毕 业 设 计 ( 论 文 )
3
制系统的协调问题。
3.执行部件的运动精度的问题。
4.传感器的类型选择。
5.软件类型选择及运用。
6.元件的匹配规则和知识的获取及其表达形式。
1.5 课题来源及本文的主要研究内容
1.课题来源
本课题来源于实际生产应用。
2.本课题研究的主要内容
本课题的主要设计内容是利用 S7-300 可编程控制器(PLC)、光电传感器、电感测
微器、相敏检波电路、电压放大电路、电控阀以及各种指示灯和主令器件组成的电气控
制系统,实现精密滚柱直径筛选系统的控制。而本文主要是利用软件系统仿真来实现其
控制要求。
2 工艺方案设计及要求
2.1 系统控制要求
2.1.1 滚珠直径分拣系统控制系统示意图
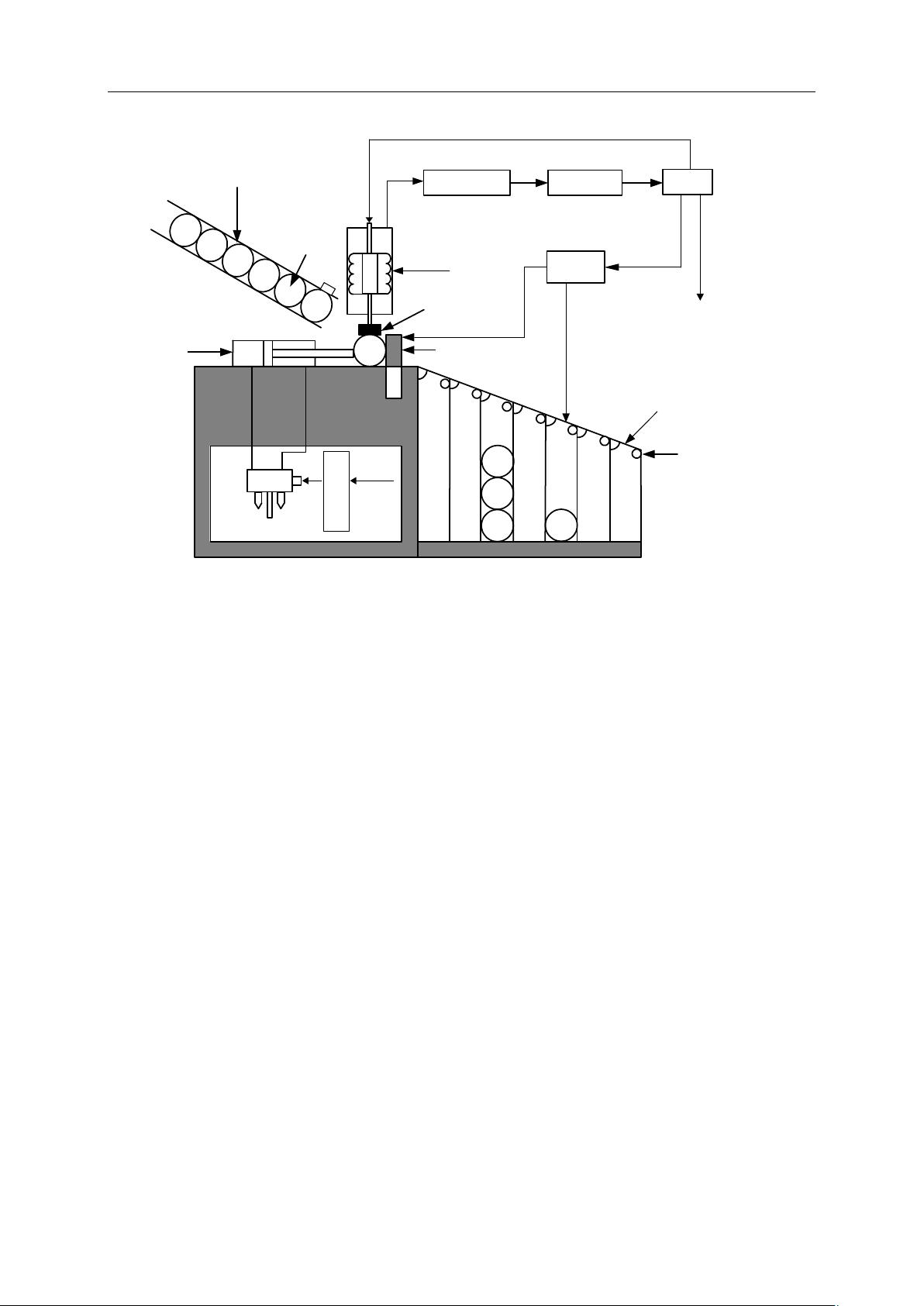
滚珠直径分拣系统示意图如图 2.1 所示。系统由 1 个推料气缸、1 个落料管、1 个
电感测微器、1 个限位挡板 7 个料斗及料斗电磁翻板组成。在落料管的底端装有缺料传
感器 B0,有料时为 0,无料时为 1;推料气缸为双向作用气缸,由电控阀 Ta 和 Tb 控制,
当 Ta 得电时,气缸缩回,Tb 得电时气缸伸出,在气缸的两端各装 1 个位置传感器(常
开),气缸缩回到位时 B8
-
1 为动作,气缸伸出到位时 B8
-
2 动作;测量机构的钨钢测头,
在弹簧的作用下能自然接触被测滚柱,不需要驱动装置,测量机构可根据滚柱直径误差
大小输出-10~+10V 的电压信号;限位挡板装有位置传感器 B9(常开),挡板伸出到位
时 B9 动作,缩回到位时 B9 复位;在 7 个料斗入口处均装有 1 个光电传感器(B1~B7,
常开)及 1 个电磁翻板(Y1~Y7),每落下一个滚柱,光电传感器就产生一个脉冲信号以
便对落下的滚柱进行计数。

剩余52页未读,继续阅读
点击了解资源详情
点击了解资源详情
2024-07-05 上传
2014-03-20 上传
2021-03-09 上传

zzzzl333
- 粉丝: 832
 我的内容管理
展开
我的内容管理
展开







最新资源
- 掌握PerfView:高效配置.NET程序性能数据
- SQL2000与Delphi结合的超市管理系统设计
- 冲压模具设计的高效拉伸计算器软件介绍
- jQuery文字图片滚动插件:单行多行及按钮控制
- 最新C++参考手册:包含C++11标准新增内容
- 实现Android嵌套倒计时及活动启动教程
- TMS320F2837xD DSP技术手册详解
- 嵌入式系统实验入门:掌握VxWorks及通信程序设计
- Magento支付宝接口使用教程
- GOIT MARKUP HW-06 项目文件综述
- 全面掌握JBossESB组件与配置教程
- 古风水墨风艾灸养生响应式网站模板
- 讯飞SDK中的音频增益调整方法与实践
- 银联加密解密工具集 - Des算法与Bitmap查看器
- 全面解读OA系统源码中的权限管理与人员管理技术
- PHP HTTP扩展1.7.0版本发布,支持PHP5.3环境
